群れで飛ぶ鳥に対するエンジンの耐空性試験は、以下の3つのカテゴリーに分けて実際の鳥(安楽死させた!鳥を使用)を衝突させて行う; ① 小型の鳥(例:米国千鳥、北米マキバドリ)の群れ:3オンス(約85グラム)の鳥 ②中型の鳥(例:カモメ)の群れ:0.77~2.53ポンド(0.35~2.53キログラム)の重さの鳥の組み合わせ
①、及び②の試験では、エンジンの口径により細かく決められている重さと数の鳥をエンジンに打ち込み、吸い込んだ後20分間75%以上の出力を維持し安全に運航を継続できなければならない
① 補助作業者として必要な教育・訓練
各職種に配属された初級整備士は、一般整備士や作業リーダーの下で、補助作業者として実際の航空機の整備作業を実施しつつ、一般整備士として必要になる以下の様な知識・経験を習得します。こうした教育・訓練の仕方をOJT(On the Job Training)と言います;
* 作業を開始する前に、その作業の手順、必要となる部品・材料などを予めマニュアル類(AMM、POM、COM、SRM、材料シート/ 詳しくは知りたい方は“4_整備プログラム”をご覧下さい)を読み込んで実作業に備えます
* 作業リーダーの指導を受けながら実作業を実施します
* 作業終了後、疑問に思った点をマニュアル類で確認するとともに、それでもわからない点は作業リーダーに質問し実施した作業に関わる知識、経験を確実なものとします
* 通常この訓練は半年~一年程度で終了しますが、知識、経験のレベルが「一般整備士」として相応しいかどうかの判定は、その整備士の教育・訓練担当が行ないます
② 一般整備士として必要な教育・訓練
一般整備士となった整備士は、一人前の整備士として単独作業や、多人数で実施する大きな作業の一員として作業の経験を積んでいきます。また、より高度な作業をこなす為、あるいは新機種に対する知識を得るために、職種毎に専門化された技術教育を順次受けていくことになります
数年から十年程度一般整備士として知識、技能を積み上げてきた後、作業リーダー、検査員、国家資格整備士の道に進むことになりますが、これらの道は下記の様に高いハードルが設定されており、配置必要数も限定的なため、一般整備士のまま退職する人も少なからずあります
航空機は一般に、製造されてから数十年は使用する為、その間の安全運航を担保するために、個々の整備作業は極めて精密な論理で構成されています。従って、まずここで使う用語の定義をしっかり頭に入れておいて欲しいと思います; ① タスク(Task):個々の整備作業 ② 整備要目(Maintenance Requirement):タスクとそれを実施すべき時期(年・月・日・時、飛行時間、飛行回数、等)を一体化させたもの ③ 整備パッケージ:整備要目の集合体です。自動車整備で言えば、法律で義務付けられている“車検整備”や、一日一回、運行の開始前に行うことになっている“始業前点検”(皆さんやっていますか?)などがこれに当たります
1.主として放射性同位元素の核反応によって生まれる放射線; ① アルファー線:正体は“ヘリウムの原子核”(原子番号2;原子量4)
質量の大きい粒子である為、衝突によって与えるダメージは大きい(粒子の速度の2乗に比例)のですが、プラスの電荷を持っていること(原子核はプラスの電荷を持っているので反発力が働く)と、粒子が大きいことで遮蔽物によって被曝を防げる放射線です。 ② ベータ線:正体は原子の構成要素である“電子”
電子は軽い粒子(陽子や中性子の1800分の一の質量)である為、衝突によって与えるダメージは比較的小さいです(粒子の速度の2乗に比例)。また粒子が小さい分がアルファー線より透過しやすいのですが、マイナスの電荷を持っている為、アルファー線ほどではありませんが遮蔽物によって被曝を防げる放射線です。 ③ ガンマ線:正体は“電磁波”
ガンマ線は電磁波であることから、基本的な性質は携帯電話、放送局などから発する電波や光と同じ性質を持っています。電磁波のエネルギーが周波数(振動数)に比例することから、周波数の高いガンマ線は透過力が非常に高い放射線です ④ 中性子線:正体は原子の構成要素である“中性子”
中性子の質量はアルファー線(ヘリウムの原子核)の四分の一、ベータ線(電子)の1800倍である為、衝突によって与えるダメージはかなり大きく、更にアルファー線やベータ線と違って電荷が無いので透過力も非常に高い放射線です。従ってこの放射線を防ぐには、原子同士の衝突によって運動エネルギーを奪うことが有効です。衝突によって運動エネルギーを奪うには水素原子など質量の小さい原子を多く含む材料(例えば水など)が有効になります。
* 放射線の透過能力の比較;
放射線の透過能力(“原子力がひらく世紀”日本原子力学会編より)
2.粒子加速器、その他の機器で人工的に生み出される放射線; ① 加速器から作り出される放射線:電荷のある粒子であれば電気的に加速し放射線にすることが可能です 電子線/通常の電子だけでなく陽電子(プラスの電荷を持った電子)線も作られています;重粒子線(陽子、その他の重粒子)は難治性のガンの治療に使われています ② エックス線:エックス線は1895年にドイツの物理学者レントゲンによって発見されました。通常エックス線管(真空管に近い構造を持っている)によって発生させ、その高い透過能力を使って身体を透視し、病気の診断に広く使われています。尚、病気の高度な診断に使われる“CTスキャン”は、エックス線を使った断層写真撮影機のことで、身体を立体的に再現することができます。また周波数の高いエックス線は透過力が強いので、金属構造内部の亀裂の発見など、工業的にも多く使われています * エックス線は電磁波である為、電波や光、ガンマ線と基本的に同じですが、通常放射線として扱われるのはガンマ線とエックス線です
また、シーベルトという物差しは、吸収したエネルギーの総量に比例しますので、必ず時間の単位が入ってきます。マスメディアの報道にはこれをきちんと表現していない場合が多いので注意が必要です。例えば;
1ミリシーベルト/1時間 = 1 x 24時間 x 365日 = 8.76シーベルト/年
1マイクロシーベルト/1日 = 1 x 365日 = 0.365ミリシーベルト/年
3.実効線量と人体への影響について
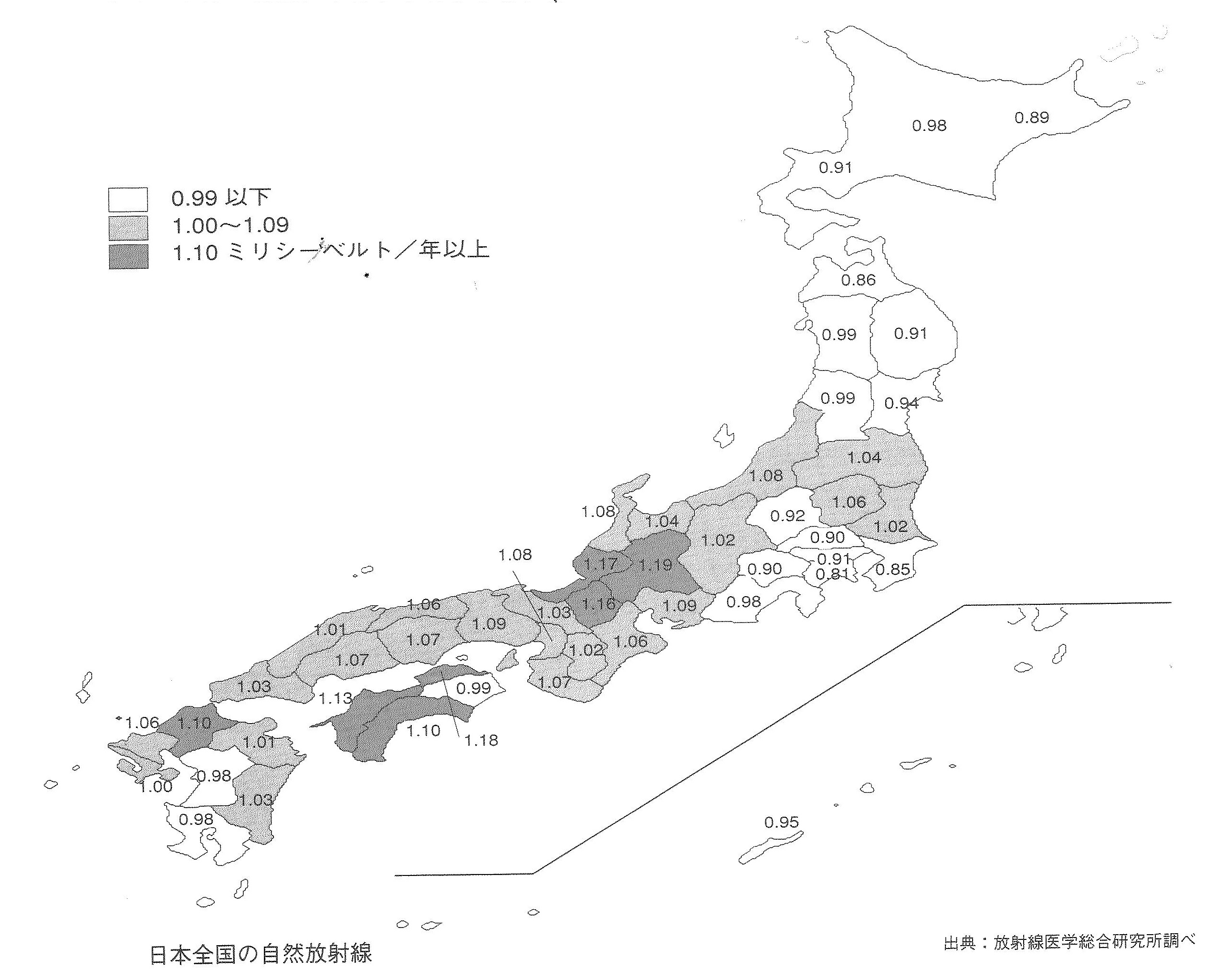
既に述べてきたように、我々は地球に住んでいる以上、誰でも放射線に晒されています。従って、日常生活の中でどの程度の放射線を浴びているか実効線量(シーベルト)で比較してみましょう; ① 何もしなくても、誰でも浴びている自然放射線の実効線量(全国平均値):1.1ミリシーベルト/年
これは、宇宙線、地面、食物などから受けている放射線なので、当然のことながら住んでいる場所によって異なります;
1.外部被曝について
放射線を身体の外から受ける場合、遮蔽物に対する“透過性”と“放射線の強度”が問題になります。以下に外部被曝による被害について、過去の事例をひも解いてみたいと思います; ① 1945年、広島、長崎の原爆
原子爆弾の被害者の大半は、急激な核分裂反応によって生まれた強烈な衝撃波(音波)、熱線(赤外線)、放射線によるものです。特に高速で大量の中性子線は建物の壁を透過して内部に居る人も殺傷いたしました。
爆弾がさく裂した後、上空に噴き上げられた核分裂生成物(“死の灰”)は放射性同位体を多く含み、地上に降り注いだあとも暫くは強い放射線を出します。広島、長崎で爆弾炸裂後に救助に当たった人や、調査に入った人が、この“死の灰”による外部被曝で亡くなられたり、放射線の後遺症に悩んだ方が多くいます。
② 1954年、第五福竜丸事件;
ビキニ環礁でマグロはえ縄漁を行っていた第五福竜丸の23名の船員は、水爆実験による“死の灰”を浴びた結果、帰港後全員が“急性放射線症”(下記参照)に罹患しました。22名は数か月で治癒、造血細胞や生殖細胞の異常などの後遺症も数年後には正常に戻りました。唯一、無線長の久保山愛吉さんが半年後に亡くなりましたが、死因は重度の肝機能障害であり、被曝が原因であるか否かについては意見が分かれています
* 急性放射線症:この事故の場合、死の灰を浴びた後、2週間船上生活を続けた為、数シーベルト程度のベータ線被曝をしたと考えられ、火傷、頭痛、嘔吐、目の痛み、脱毛、その他の皮膚障害(紅斑、水泡、びらん、潰瘍など)の症状がでました
③ 1986年、チェルノブイリ原子力発電所事故;
事故処理の為に高線量下で働いた運転員、消防士併せて33名が亡くなりました(実際は事故処理に加わった軍人、炭鉱労働者などにも多数の死亡者が出たと言われています)。尚、福島原子力発電所事故では外部被曝による死者は報告されていません
2.内部被曝について
放射性同位体をを身体に取り込み、身体の細胞が直接放射線を浴びる場合、遮蔽物が無い為に被曝に伴う身体へのダメージが相当大きい事は容易に想像できることと思います。また、①放射線の強度の他に、遮蔽物がない為に②放射線の種類によってダメージの程度が相当違うことも重要な要素となります。
一方、身体に取り込まれた放射性同位体が③放射線を出し続ける時間と、④体外に排泄されるまでの時間も、内部被曝の程度に大きく影響することになります。内部被曝のダメージの深刻度合いについては、以下の尺度で比較することが可能となります;
① 放射線の強度:シーベルトという単位で比較
② 放射線の種類:シーベルトという単位にも反映されていますが、深刻さは“アルファー線⇒中性子線⇒ベータ線⇒ガンマ線”の順になります
③ 放射性同位体が放射線を出し続ける時間:半減期が指標になります
④ 放射性同位体が体外に排泄されるまでの時間:生物学的半減期(摂取量の二分の一が排泄される時間)が指標になります
型式証明を受けた航空機、エンジンおよび重要な装備品の設計の一部変更を行う場合、あるいは耐空性に影響のある大修理を行った場合には、追加型式設計(STC:Supplemental Type Certificate)の承認を得る必要があります。 *追加型式設計の承認を必要とする具体的なケース:一次構造に係る改修の実施、電気系統の配線の変更、その型式に関する図面等の変更、など *米国(FAR)では、DER(Designated Engineering Representative)という個人(会社所属、コンサルタント)に承認権限を与える仕組みがあります。詳しくは→ Designated Engineering Representative
原則として型式証明対象部品以外の装備品、及び特殊設計の部品などについては追加型式設計の承認に準じた仕様承認(TSO:Technical Standard Orders)を取得することが必要となります。 *仕様承認を受ける部品の例:高張力ファスナー類、特殊設計のスイッチ類、バルブ類、シリンダー類、タイヤ、等。 詳しくは→装備品の仕様承認対象品目
1.規格の分類 ① 規格の由来に基づく分類;
* デジュール規格(de jure standard):JIS(Japan Industrial Standard/日本工業規格)やISO(International Organization for Standardization が制定した国際規格) など、公的な組織が先導して、関係者の合意のもとに制定された規格
*デファクト規格(de facto standard):製品競争を続けた結果、事実上市場の大勢を占めるようになった規格
② 規格を制定する機関・団体、等に基づく分類; *国際機関、団体による規格(デジュール規格):航空業界で、現在使われている規格には、ISO(注)、ICAO(国際民間航空条約がベース)、WMO(気候、気象関連)、IATA(運送事業者の国際機関)、ACI(空港運営関係の国際機関)、IAOPA(航空機オーナー、パイロットの団体の国際機関)、AECMA(欧州各国の航空宇宙工業会の連合体)、EUROCAE(欧州の電子技術分野の規格を提言する非営利団体)、IAQG(米国、欧州、日本の航空宇宙工業会)、などがあります
(注)ISOでは航空宇宙産業分野での規格標準化について、ISO/TC20(Aircraft and space vehicle)という分科会で検討されています。既に国際的にデファクト規格と見做されている規格ついては以下の条件を満たす限りにおいてこれを追認し、ISO体系に組み入れられています;
イ) 多くの国で既に標準的な規格として使用されていること
ロ) 将来の設計に使用しうるポテンシャルがあること
ハ) ISOの他の規格と矛盾しないこと
ニ) 規格の採用によって他の国の取引に悪い影響を与えないこと
ホ) 規格が英語又はフランス語で記述されていること
ヘ) 規格を制定・運用する国がISO規格に組み入れることに賛成すること
③ 日本の航空産業での規格使用状況; *現在、航空機製造の分野は活況を示しているものの、米国製、欧州製の航空機製造の一部受託が大半です。またMRJ(三菱重工業が開発している80~90人クラスのジェット旅客機)に代表される国産航空機については、販路のかなりの部分が海外向けを想定しています。また、航空機整備の分野でも米国製、欧州製の機材の整備が大勢を占めていいます。従って、実際に現場で日常的に使用されている規格は全て国際規格(主に米国規格)になっているのが実情です。
-A.設計検査-
航空機は大きさや速度、推進方法、などについて色々な種類があり、その用途も多種多様です。また用途によって要求される安全性のレベルにも大きな違いがあります。従って、航空機の耐空性に関わる設計基準は、下記の航空機の区分(耐空類別)に分けて決められています;
① 飛行機・曲技A(重量5.7トン以下)
② 飛行機・実用U(重量5.7トン以下、60°バンク(傾き)を超える旋回、錐揉み、等を想定する)
③ 飛行機・普通N(重量5.7トン以下、60°バンクを超えない旋回を想定する)
④ 飛行機・輸送C(重量8.618トン/19,000ポンド以下、客席数19以下を想定する) ⑤ 飛行機・輸送T(航空輸送事業の用に供する飛行機)
⑥~⑧:ヘリコプター・普通N/輸送TA/輸送TB
⑨、⑩:グライダー・曲技A/実用U
⑪、⑫:動力付きのグライダー・実用U/曲技A
⑬:特殊航空機X
C.規制当局は、空港及び航空路の安全性を確保する責任を負っています。具体的には、航空交通管制の実施、航空保安施設・設備の整備・運用、NOTAM等情報の提供、などが該当します
*NOTAM(“Notice to Airmen”):安全運航に関わる飛行場、運航方式、軍事演習、等の情報提供。パイロットや運航管理者(後述)は毎便出発前にこの情報を確認した上で飛行計画を立てます
(5)規制当局は、航空機を安全に運航させる為のパイロットの技能基準、健康状態、勤務体制の基準などを設定します。これらの基準は概略以下の様な区分で法体系の中に明示されています; *パイロットの操縦技能に関わる資格区分(国が免許の付与を行っています):①自家用操縦士免許(Private Pilot License)、②事業用操縦士免許(Commercial Pilot License)、③定期運送用操縦士免許(Airline Transport Pilot License)、④航空機関士免許(Flight Engineer Licence;最近航空機関士が不要な航空機が増えています) — 自動車であれば自動二輪、小型、中型、大型、一種、二種の免許区分の様なものと考えてよいと思います。ただ航空機の場合、自動車と違って機種による限定があり、一般に機種が変われば資格の限定変更訓練及び免許取得を行う必要があります *パイロットの任務に関わる資格区分:機長(Captain)、副操縦士(Co-Pilot)、MPL(Multi Pilot License;最近導入された制度で機種限定が無い)、航空機関士(Flight Engineer)、操縦教官(Flight Instructor)、査察操縦士(国に替わって機長の技量審査を行う資格:後述) *航空機の装備、運航方式などに関わるパイロットの資格区分:計器飛行証明、CATⅡ、Ⅲ操縦資格、など *パイロットの定期技能審査の義務化:6ヶ月に一回実施 *パイロットの定期健康診断の義務化:一年に一回実施、診断項目の設定 *パイロットの飛行時間、休養時間の制限:月間の飛行時間の上限/100時間、年間の飛行時間の上限/1000時間
第一次世界大戦(1914年~1919年)において、航空機が初めて軍事目的(偵察、爆弾投下)に使用され、その有用性が広く認識される様になりました。また、その高速性能に着目しビジネスでも広く活用されるようになり、法整備が進んでゆきました; 1926年 米国において航空機を商用、等で使うことを奨励するための法律(The Air Commerce Act of 1926)が制定された
1958年 The Federal Aviation Act of 1958 の制定
公正な事故調査を保証し、事故の教訓を生かした再発防止が確実に行えるように以下の法整備が行われました; *CABに事故に伴う規制強化等の権限を付与 *CABは同種の事故を防ぐための研究をFAA(Federal Aviation Administration)に勧告 *CABに事故機、及びその部品の調査、保全の責任を付与 *事故に係わる特別査問委員会(Special Board of Inquiry)の召集(内2名の委員は大統領の指名)
1966年 ジョンソン大統領により以下の行政改革が行われました;
*新組織としてDOT(Department of Transportation)を設置。FAA(Federal Aviation Administration)はその組織の一部とする
*CABの権限を経済規制(路線権益、運賃、企業合併等の許認可)に限定
*NTSB(National Transport Safety Board/事故調査委員会)をCABの組織から分離し、全ての交通機関の事故調査を行う組織としてDOTの権限下に置く
1994年 Public Law 103-272の制定
1958年に制定された法律:“The Federal Aviation Act of 1958”と本質的な差は無いものの、以下の様に耐空性にかかわる判断基準が極めて具体的に記述されるようになりました; *“耐空性がある”ということは以下の二つの条件を満たしていること: ①機体の形状(正確には“Configulation”)及び装備品が“型式証明”取得の際に提出された“図面”、“規格・基準”、“その他のデータ”と完全に一致していること。但し、これには取得後の変更管理がSTC(Supplemental Type Certificate)や“仕様承認”、等によってきちんと行われていれば一致していることと看做す⇔分かり易く表現すると、使用者(航空会社)による勝手な航空機の形状変更は許されないということ ②航空機及び装備品の状態が“安全に飛行できる状態”にあること。“安全に飛行できる状態”とは、磨耗や劣化、油脂の漏洩などが無いことである⇔分かり易く表現すると、保全整備が確実に行われていることが必要であるということ














.jpg)
