
、-はじめに-
私はサラリーマン生活の最後の10年間ほどは縁あって原子力業界で仕事をしておりました。2011年には東日本大震災に伴う深刻な原子力事故を内側から体験し、事故後の全原発の停止と、これに伴うエネルギー危機を経験する中で、エネルギー問題が将来の日本の最大の政治課題であることを痛感いたしました
人類はその長い歴史の中で“火”というエネルギーの活用を始めたことで、全生物の頂点に立つことができました。産業革命以降の人類の歴史は、水力という形を変えた太陽エネルギーの活用の他に、化石燃料という有史以前の太陽エネルギーの蓄積を消費しつつ、先進国を中心に経済規模の飛躍的な発展を実現してきました。第二次大戦以降は、これに原子の“火”という巨大なエネルギー源が加わりました
しかし、核分裂反応を利用する現在の原子力発電については、米国に於ける1979年の“スリーマイル島の原子力事故”、欧州に於ける1986年の“チェルノブイリ原子力事故”、また日本に於ける2011年の福島原子力事故があり、原子力発電の安全性にについて疑問を呈する人が増えてきました
一方、こうした現状の中で、本年11月には米中を含む主要先進国が参加したパリ協定が発効し、日本も遅ればせながらこの協定に参加することが決まりました。この協定に参加することにより、今後化石燃料によるエネルギーの使用には厳しい制約が課せられることになります
温暖化の主因が炭酸ガス放出量の増大にあることには多少の議論はあるものの、海水面の上昇により水没の危機に瀕している島嶼国が現実に存在していること、乾燥地帯では砂漠化の進行が早まっていること、また異常気象(スーパー台風、異常高温、異常低温、水害、など)の多発という地球規模の環境の変化の主因が、炭酸ガスを中心とする温暖化ガス放出によるものであることは、多くの国々が認めることとなり、その削減について協力していくことになったという事でしょう
この結果、GDPの規模で世界第3位、炭酸ガスの排出量で世界の4%を占めている日本としては、好むと好まざるとに関わらず温暖化の問題について自国の事だけでなく世界をリードしていく責任があるのではないでしょうか
従って、福島原子力事故以降、原子力発電の停止に伴うエネルギーの不足分を化石燃料による発電に切り替えて凌いできた日本は、今後他の国以上にエネルギー問題に正面から取り組んでいかねばならない状況になっていることは間違いないと思われます(日経記事:震災後LNG輸入量急増)
以下に日本が直面するエネルギーの問題を俯瞰してみたいと思います。尚、如上より明らかな様に、原子力発電に関わる議論を抜きにしてこのテーマを扱うことはできませんので、「とにかく原子力は嫌だ」という方は、この辺で読むのを止めた方がいいかもしれません!
―エネルギーと暮らし-
エネルギーの問題は、近・現代史において国家の重大な意思決定に深く関わってきました;
ご承知の方が多いと思いますが、太平洋戦争に突入する直接の引き金になったのは米国の禁油通告でした。石油を絶たれた日本が、日中戦争を継続しつつ生き残るためにはオランダ領インドシナの石油(パレンバン)を確保する必要があり、ハワイ奇襲作戦とインドシナ電撃侵攻作戦によって先の大戦の口火を切ってしまいました
第二次大戦後、英仏に代わって米国が中東政治に深く関わったのは、石油を大量に消費する米国が中東の石油を必要としたためです。最近になって自国のシェール石油産出量が増加し自給できる体制になった途端、中東への関与が抑制的になってきたのはご承知の通りです。
日本が徐々に憲法解釈を変更して自衛隊の海外派遣をする様になった主たる原因は、中東の石油が日本のエネルギー需要の大半を賄っており、その生産維持と輸送ルートの確保を全面的に他国任せにすることができなかったからにあります
エネルギーの問題は、歴史的に日本の産業構造の大きな変革に関わってきました;
戦後の日本は、重厚長大型の産業を育てることによって驚異的な復興を果たしてきました。この間、必要となる膨大なエネルギー需要を賄う為に、最初は水力と石炭という自前のエネルギー源を求めて、日本各地で大規模な電源開発(佐久間ダム、黒部第四ダムなど)と炭鉱開発を行ってきました。
その後、更に成長を継続していく過程で、更なる水力電源や炭鉱の開発が限界を迎えたことから、水力や石炭に代わるエネルギー源として石油輸入を急速に拡大して行きました。こうしたエネルギー革命が進行する中で、効率の悪い石炭産業が衰退して行き、日本各地の炭鉱閉鎖に伴う痛みを伴う労働市場の大変革を余儀なくされてきました。
1973年、第四次中東戦争を契機として石油価格が急騰しました。これを第一次オイルショックといいますが、この時は消費者物価が23%も急上昇(狂乱物価)し、国民の生活に大きな影響を与えることになりました
また1979年にはイラン革命を契機として再び石油価格が急騰しました(第二次オイルショック)。特に日本はイランにから相当量の輸入を行っており非常に影響が大きいものでした
こうした厳しい試練を経て、日本の産業は世界最先端の省エネ技術を磨くこととなりましたが、一方に於いて、国策として石油備蓄の充実と、国際情勢に左右されない安定的なエネルギー源となる原子力発電の充実を図っていくことになりました
<Follow-up>
* 2018年7月3日に第5次エネルギー基本計画が閣議決定されました。詳しい内容は第5次エネルギー基本計画(案)をご覧ください。
“モノづくり日本”を続けるには、安定的なエネルギー確保が必要です;
日本人はモノ作りを得意とし、作ったものを海外に売ることによって繁栄してきた国です。如何に省エネ技術に長けたとしても、物を作るにはやはり沢山のエネルギーが必要となります。エネルギー供給の危機は、直ちに工業生産額の減少に繋がります。また、供給不安が無くてもエネルギー価格の上昇は直ちに製品価格の上昇、輸出競争力の減退に繋がります。日本が今後も繫栄していく為には、エネルギーを、量的にも価格的にも安定的に確保する体制が必要なことは言うまでもありません
エネルギーの問題は我々の暮らしに直接関わっています;
照明、冷暖房、炊事・洗濯・掃除などの家事は、今や殆どの家庭で電化製品が使われています。
エピソード:戦後10年位までは、殆どの家庭で蝋燭を買い置きしていたのではないでしょうか。当時、停電は日常的に経験できることでした。停電しても照明以外は電気を必要としていなかったということもできます!
輸送機関(航空機、鉄道、バス、自家用車、等)は殆ど全て(徒歩の移動や昔ながらのリアカーによる輸送は別ですが!)エネルギー無くして稼働させることはできません。またこれら輸送機関は人の移動だけでなく、毎日の生活に直結している物流を担っており、エネルギー不足により物流が滞れば毎日の生活が、即危機に見舞われます
これらは何となくエネルギーに依存していることは実感できますが、これ以外にも、温室栽培の農産物利用、水産品の利用(漁船は石油無くして動かせません)、加工食品の利用、プラスティック等の石油由来の加工品利用、これらは全てエネルギーが途切れれば利用はできません。
今や、交通安全のインフラの一つである交差点の信号機やスマホで代表されるネットワークのシステムもエネルギー無くして利用は不可能です(災害発生時の一時的な停電で実感は出来ますが!)
こうしてみると、所謂文化的な生活や都市での生活は、好むと好まざるとに関わらず多くのエネルギーを消費することが前提となっている事がわかると思います。従って、エネルギー需給の問題は、誰かに任せておいてよい問題ではなく、国民一人一人が自分の問題として考えるべき問題ではないでしょうか
-エネルギーと温暖化-
パリ協定の内容は概略以下の通りとなっています;
① 目標:産業革命前からの気温情報を2℃よりも十分低く抑える(努力目標は1.5℃以内)
② 21世紀後半に人為的な温暖化ガスの排出量と森林などの吸収量を均衡させる
③ 全ての国に温暖化ガスの削減目標の作成と国連への提出、5年毎の見直しを義務付けると共に、世界全体で進捗を5年毎に検証する
④ 被害を軽減させる為に世界全体の目標を設定する
⑤ 先進国には途上国への資金の拠出を義務付けると共に、それ以外の国には自主的な拠出を推奨する
⑥ 日本はEUや、島嶼国、アフリカなど約百ヶ国からなる「野心連合」に加わりました。同連合は産業革命前からの気温上昇を1.5℃以内に抑えることを協定に盛り込むよう働きかけました
日本の目標;
2015年6月:サミットに於いて「国内の温暖化ガス排出量を2030年までに2013年対比26%削減する」という目標を表明(日経記事:サミットで温暖化ガス26%削減を表明)しました
目標値の内訳:電源構成の見直しと省エネルギーの強化で21.9%削減、二酸化炭素を吸収する森林整備などで2.6%削減、代替フロン対策で1.5%削減
2030年度の望ましい電源構成;
①古くなった原発の活用を延伸し、原子力の比率を20~22%とする
②再生可能エネルギーの比率:22%~24%
③石炭火力発電の比率:30% ⇒ 26%
③LNG火力発電の比率:43% ⇒ 26%
2016年5月:閣議で「2050年までに温暖化ガスの排出量を、現在に比べ80%とする」と決定
日本は、他の国々に比べ足元で既に省エネ技術が織り込まれているエネルギー消費量であり、省エネによる削減の余地が少ないという事に注意をする必要があります。また、日本が国際的に約束した削減量を実現する為に、国としては原子力発電の比率を20%以上としていますので、原子力発電を認めない人々はこれをどう捉えればいいのでしょうか?
<参考>
*米国の目標:「2025年までに2005年対比26%~28%削減」
*EUの目標:「2030年までに1990年対比40%削減」
*温暖化についてはアメリカ元副大統領の“アル・ゴア”の著書「不都合な真実」(2007年日本語翻訳版出版)と、これを基にした映画で生々しい現状が世界的に知られるようになりました。現在最新の温暖化に関する情報をご覧になりたい方はWWFジャパンのサイトをご覧ください
-日本における再生可能エネルギー利用の現状-
経産省・資源エネルギー庁の「エネルギー白書2016」をご覧になると分かるのですが、2011年の福島原子力事故以降、再生可能エネルギーに転換すべく補助金や、電力料金・燃料料金などの上乗せなどの施策を取ってきましたが、未だエネルギー供給に占める割合は水力発電を除けば微々たるものです(2014年度時点で4.4%)。2030年までに達成しなければならない再生可能エネルギーの比率(22%~24%)を達成するには、以下の様な問題点を着実に克服していかねばなりません(日経記事:経産省が想定した電源構成);
Follow_Up;2022年9月_再生エネ廃棄・砂上の送電網_停電リスク軽視のツケ
*太陽光発電・風力発電の開発が急ピッチで進められる一方で、地域電力会社で発生した余剰電力を、電力不足が発生した他地域電力会社に融通できないで廃棄する事態が発生する様になってきました。地域電力会社間の送電網の整備を加速する必要が出てきました
Follow_Up;2022年9月_カリフォルニア州の熱波・再生エネ拡大の限界露呈
1.水力発電;
既に適地は開発済みであること、地質調査、環境調査、用地買収、水没地域住民に対する保証、長期に亘る工事期間、膨大な投資額、などを勘案すると新しい立地はほぼ不可能な状況にあります
因みに、発電用ダムの建設は1963年に完成した黒部第四ダムが最後となりました。また、八ッ場ダム(発電用ではない)に至っては1967年に建設を決定してから現在に至る(50年経過!)も完成していません
Follow_Up:八ッ場ダムは、2020年4月1日より運用を開始しました

ただ、農業用水路などを利用する小規模の発電は、地産地消のレベルで今後導入が進む可能性があり、地方創生などの施策を進める中で着実に浸透を図っていく必要があると思われます(日経記事:安積疎水で水車発電)
2.地熱発電;
地熱発電は火山国である我が国にとって地の利を得たエネルギー資源です。水力発電と同じく規模が大きく24時間一定の電力を発生させることができ、ベース電源として可能な範囲で開発を進める必要があります
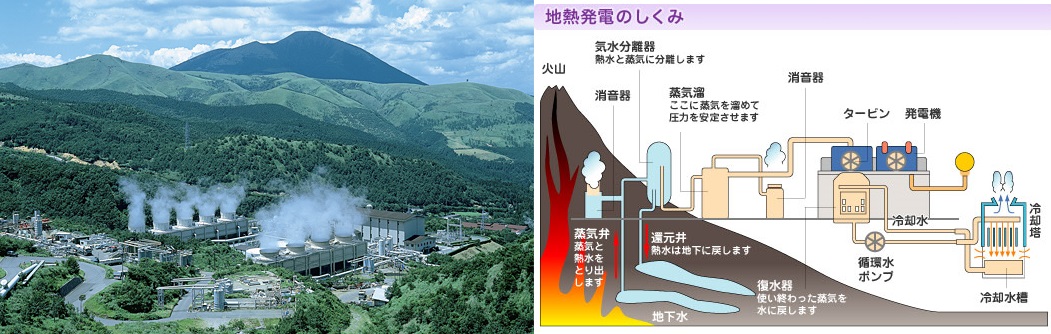
ただ、立地地域が国立公園や温泉地などに偏るため、規制緩和と併せ、景観維持や温泉湧出量への影響の評価が必要であり、建設開始までにかなりの時間がかかることを考慮しなければなりません

因みに、我が国における地熱資源量は約2000万KWと言われておりますが、そのうち80%以上(1600万KW)が国立公園の特別保護区域・特別地域内にあり、現在は開発出来ないことになっています。残りの400万KWの資源量の内53万KWは既に開発済みになっています
Follow_Up:2020年2月16日の日経新聞の記事/開発進まぬ日本の地熱 発電能力、10年で1%増 長期の環境アセスなど壁
3.風力発電;
風力発電は欧州などでは急速に開発が進んでいます。これに刺激されたものか、わが国でも近頃開発計画が目白押しです(日経記事:風力増強・原発10基分に)

しかし、風力発電が我が国においてベース電源になり得るかどうかについては私は疑問に思っています。高校時代の地理で学んだことですが、西ヨーロッパは“西岸海洋性気候帯”に属しています。この気候帯では海からの穏やかな偏西風が地上付近で常に吹いており、風力の利用に適しています(オランダなどは昔からこの風を使って沢山の風車で干拓地の排水などを行っていました)。一方、日本ではアジア大陸の山岳地帯を越えた偏西風は高空のジェット気流となる為に地上近くの安定した西風にはなりません、また日本は“モンスーン気候帯”に属しており、台風の襲来など気象の変動が激しく風も一定しません。従って、発電機の数や能力を増強させても、利用可能な電力量は欧州などと比べて少なくなり、経済性も劣る可能性が考えられます
Follow_Up:2022年1月17日_日経新聞:洋上風力入札・三菱商事が圧勝_AmazonやGEが後押し
⇒ その後、風力発電事業の撤退相次ぐ
Follow_Up:2022年8月29日_風力発電「中止ドミノ」 関西電力に続きオリックスも
Follow_Up:2023年6月16日_230616_北海道知事、小樽の風力計画「地域の理解進んでいない」
Follow_Up:2023年6月17日_双日、北海道の風力発電計画中止 住民反対や資材高騰で
Follow_Up:2025年8月27日_三菱商事、洋上風力撤退を発表 中西社長「事業計画実現が困難」
また、風力発電の立地が増えるにつれ、超低周波の音波(耳では聞こえないものの、ガラス窓の振動や健康への影響が考えられる)の被害や、野性鳥類の衝突といった環境問題も無視できくなる可能性があります。また、風車が林立する景観は自然景観の保護の観点から如何か、という考え方もあります
発電量の変動が大きい問題については、“エネルギーを溜めることの問題点”の項で詳しく説明します
4.太陽エネルギーの直接利用
①太陽光発電
大規模太陽光発電の立地を促進するためには、電力事業者の買取価格を高く設定する必要があります。しかし先行するドイツなどで問題となっている様に、買取価格を高くすると発電量が大きくなるにつれて国民負担の増大と、産業競争力の低下を招くことになります。現在日本でも一時ほど普及が進まないのは、電力会社の買取価格が下がっている為です(日経記事:太陽光パネル底なし不況);

また、太陽光エネルギーはエネルギー密度が低い為に広大な面積を必要とします。緑豊かな日本の景観にマッチするかどうかに疑問がのこります。因みに、1キロワットの発電能力を持つ太陽光発電素子を設置するために必要となる土地面積は約10㎡と言われておりますので、1万キロワットの太陽光発電を行うには約千㎡の土地面積が必要となります。この発電能力は晴れた日の日中の発電能力ですから、実際に利用できる電力量はもっとずっと小さくなります(一般に太陽光発電の稼働率は年間千時間程度であり、24時間常に稼働できるベース電源に比べれば10%程度の稼働しか達成できないことになります)
日本は中緯度にあって水も豊かであり植物の生育には適しているものの、晴天率はそれほど高くはありません。肥沃な農地や豊かな森林を伐採してまで事業用として太陽光発電設備の設置を推進することには私は疑問を持っています
発電量の変動が大きい問題については、、“エネルギーを溜めることの問題点”の項で詳しく説明しますが、個人の住居で太陽光発電を導入し、冷暖房や温水のエネルギー源として使用することの他、電力余剰がある時にエネルギー使用を集中させるなど、個人個人のエネルギーマネージメントを促す効果があることを勘案すると、今後も補助金等により普及を促進することは理にかなっていると思われます
また、企業単位で導入しエネルギーマネージメントを行なえば、事業用電力の効率的利用に繋がる可能性があります
Follow_Up:2019年11月18日日経記事:太陽光発電買い取り終了、通知遅れ家庭混乱 大手電力に批判の声
②人工光合成
植物の行う光合成は極めて効率がいいことは確かですが、光を人間が利用できるエネルギー生産のみに着目すると1%程度の効率といわれています。最近研究が進んでいる“人工光合成”は未だ実験室レベルではありますが技術開発が進みつつあり、植物の光合成よりも効率よくエネルギーに変換できる物質を作り出すことに成功しています(日経記事:人工光合成の研究)。この技術が、政府が約束している温暖化対策に間に合うかと言えば、もうちょっと先の話の様に思われます
5.バイオマスの活用
①バイオマス発電、等
既に日本各地の主として森林地帯で林業の副産物である間伐材、廃材、などを燃焼させて発電や地域暖房に活用され始めておりますが、大規模化を測ろうとすると製紙業との競合が起こりうまくいきません。地方創生との関連で林業との調和を図っていくことが理に適っていると思われます
最近、薪ストーブやおがくずチップによる暖房が、豊かで快適な生活のシンボルとしてメディアにも登場しますが、これも林業との調和を図ってこそ意味のあるエネルギー活用の方法なのかなと思われます
Follow_Up:北海道河東郡鹿追町・バイオマスタウン構想
②バイオマス燃料(アルコール発酵)
既にトウモロコシなどの穀物のアルコール発酵で量的にも価格面でも実用化されており、環境問題が大きく取り沙汰された時期にガソリンやジェット燃料に混ぜての利用が進みました。しかし食物生産との競合関係が明らかとなり(トウモロコシを主食とする貧しい国々の食費の高騰、結果としての飢餓の発生)、大規模化には限界があると考えられています
③藻類、微生物などの活用
倫理的な問題が発生する可能性のある食用穀物のエネルギー利用に代わって、最近は成長が早く、高密度の生産が可能な藻類や微生物などによるエネルギー生産の研究が盛んになっています。未だ実験段階で生産コストもかなり高いのですが、温暖化に関わる企業責任を果たす為、航空機メーカー、航空会社などはこうした燃料の導入(現在のままで推移すると、2050年には航空機のエンジンが排出する炭酸ガスが、全世界の排出量の3%に達すると言われています)に積極的に関わっています;
航空機メーカー:航空機メーカー3社・バイオ燃料開発協力
日本航空:ゴミ由来の燃料実用化へ実証設備
全日空:バイオ燃料を実用化_ユーグレナ
Jパワー:藻から燃料油一貫生産
―エネルギーを溜めることの問題点-
既に述べてきた様に、水力発電、地熱発電、火力発電、原子力発電などは24時間稼働が可能であり、極めて安定的な電力供給が可能ですが、これから再生可能エネルギーの主役となるべき風力発電、太陽光発電は、電力供給能力が大きく変動します。一方、電力需要も季節により、時間帯により大きく変動します;
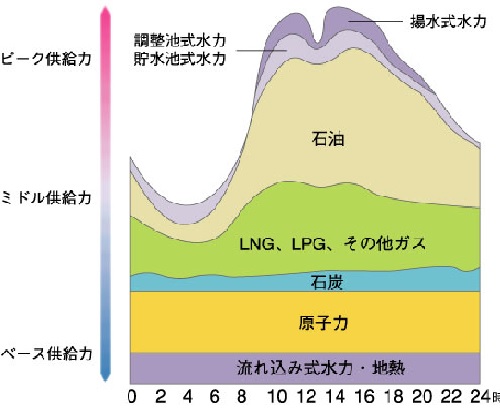
上図を見れば、現在はベース電力にもなり得る化石燃料によって発電の出力を調整して需要の変動に対応していることが分かります。この部分を供給側で変動の大きい風力発電、太陽光発電に振り替えると、どの様な事が起こるか想像できると思います。化石燃料の設備稼働を極端に犠牲にして余力を持たせるか、あるいは風力発電、太陽光発電の電気を一時的に溜めておくか、しか方法がありません
<Follow-up>
* 2018年10月13日の日経新聞に以下の様な記事が出ていました:181013_九電・きょう太陽光制御_発電業者に停止要請、181013_太陽光普及・壁浮き彫り 送電網や蓄電池_対策急務
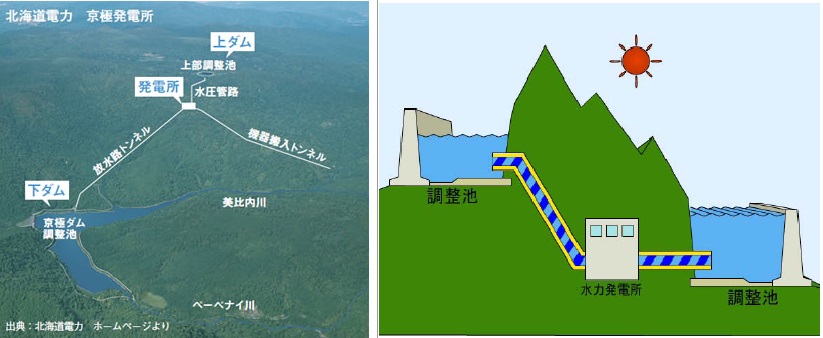
現在ピーク供給力の一部を担っている“揚水式発電”、“調整池式水力発電”、“貯水池式水力発電”の能力を拡充することも考えられますが、これが可能であれば現在でも化石燃料による供給調整にとって代わることができるはずですが、①発電効率が極めて低いこと(約10%程度にしかならない←発電ロスに加え、揚水時のエネルギーロスが大きい)、②立地に適した場所が少ないこと(調整池、貯水池の為に広大な面積が必要)、③漏水等の環境破壊の恐れがあること、などの問題があり現在以上の立地は相当困難であると考えられています
Follow_Up:2023年1月:揚水発電維持へ経産省が投資支援_再エネ安定供給狙う
蓄電器で電気を溜める方法
しからば、リチウムイオン電池など最新のバッテリー技術を使えば大量の電力を保存できるのではないかと考え付きますが、実は大量の電気エネルギーを溜めるという事は性能が良ければよい程危険が大きいものです。最近突然発火して発売停止になったサムスンの最新スマホを例にとると、内蔵されているリチウムイオン電池の電気容量は3.5アンペア・アワー(3.5アンペアの電流を1時間流すことができる能力があります)、出力電圧は3.7ボルト程度のものでした。しかし、リチウムイオン電池は内部抵抗が低い(性能がいい!と同義です)のでプラスとマイナスの電極が短絡すると、この電気エネルギーが一気に放出されて熱に代わることになります。このエネルギーの大きさは;
3.5アンペア x 3.7ボルト = 約13ワット・アワー ⇒ 約11キロカロリー
となります。これは1リットルの水を沸騰させることができるエネルギーで、金属などであれば比熱が小さいので、一瞬の内に高温になり発火することになります
現在、最も大きい電力量を溜めることができる事業用のバッテリーは、日本ガイシ(株)が開発したNAS電池です。この電池の容量は300万キロワット・アワーに達します(NAS電池の性能)。このエネルギーの大きさを、ちょっと例えは悪いのですが、TNT火薬の発生するエネルギーに換算してみると、なんと2581トンに相当します。勿論火薬ではないので爆発的にはならないとは思いますが、何らかの理由でプラス極とマイナス極が短絡すると、大きなエネルギーが一気に放出され災害に結びつく可能性を否定できません
いずれにしても大規模な電池で、大きな需要の変動を埋めることは当面可能性が低いと考えねばなりません。勿論家庭で太陽光発電と併せて使う電池として、また企業単位で風力発電や太陽光発電と組み合わせて使う分には十分実用に足る性能が実現しており、多くのメーカーが参入しています(日経記事:企業の温暖化対策)
Follow_Up:2022年になって、再生エネルギーを貯める手段については色々なアイデアが出てきました;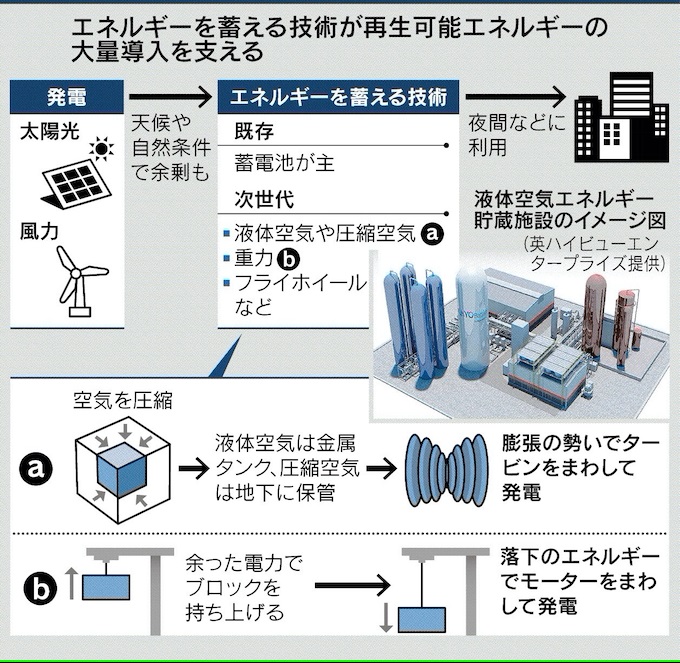 詳しくは以下の日経記事をご覧になって下さい:再エネ蓄電を低コストに_住友重機出資の英新興など実用化へ、空気や重力使い半減
詳しくは以下の日経記事をご覧になって下さい:再エネ蓄電を低コストに_住友重機出資の英新興など実用化へ、空気や重力使い半減
-原子力エネルギーの未来―
現在原子力発電の安全性に疑問を持っている国民が多い中で、国として原子力発電の稼働を前提としてパリ条約に対応していくことを決断した理由は理解して頂けたと思いますが、可能であればできるだけ早く将来持続可能なエネルギーに切り替えていく必要があることは言うまでもありまません。40年を超える原発の再稼働は、新しい持続可能なエネルギーが実用可能になるまでの時間稼ぎという事もできると私は思っています
一方、膨大な温暖化ガスの排出国である中国やインドがパリ条約に参加しましたが、この国々は目標達成の為に多くの原子力発電所の建設を計画していることはご承知の通りです。日本は米国やフランスと並んで原子力発電所の建設や運用に関しては間違いなく先進国です。先進国の責任として事故の教訓を生かし、これらの国々の技術面のリーダーとして活躍することはむしろ義務であると考えられます。事故が起これば放射線の被害は軽々と国境を越えてゆきます。日本だけが脱原発を実現すればよいという考えは間違いだと思います
尚、当面原子力発電を継続することとなれば、放射性廃棄物処理の問題が気になると思っておられる方が多いと思います。現在、高レベル放射性廃棄物を地下深く埋設することを、場所を含めて決めている国はフィンランドのみです。フランスは実験段階ですが取り組みを強化しているようです。米国では一旦ユッカマウンテンに埋設することに決めたのですが、住民の反対により取り止めとなりました。日本も北海道で研究は進めているものの、埋設実現までは未だ長い道のりがあると思われます。また、六ヶ所村の廃棄物処理施設でのガラス固化の技術も未だ確立されていません。お先真っ暗の様ですが原子力発電所の再稼働が、持続可能なエネルギーが実用可能になるまでの時間稼ぎという位置づけであれば、当面現在の技術で原子炉施設内に廃棄物を格納することも可能だと考えられます。近い将来の実現は難しいのですが、私個人としては高速炉などを使って半減期の長い放射性廃棄物を減らす研究に期待することにしたいと思っています
持続可能なエネルギーの本命は、核融合炉の開発だと思いますが、これは今世紀中に実現することは難しいと言われています。既存の技術の延長で比較的近い将来可能と考えられるものに、高温ガス炉活用による水素社会の実現があります。水素をエネルギー源とする社会はすぐそこまで来ていますが、現在は水素を作り出すには炭酸ガスも発生させてしまいます。高温ガス炉が実用化すれば、温暖化ガスの発生無しに直接水素を取り出すことが可能になります
原子力発電に依存しない社会を築くためには、国家や企業だけでなく個人個人のレベルでも省エネ化の取り組みを強化することも大変重要なことです。太陽光発電と電池の組み合わせによる電力の自給化は、お金はかかるものの、技術上のハードルは殆どありません。私はお金がないのでこのシステムは、多分死ぬまで導入できませんが、せめて自分が輩出している温暖化ガスを把握しその排出量の削減に地道に取り組んでみたいと思っています。因みに、拙宅での昨年一年間の炭酸ガス排出量を計算してみました;
ガソリン消費量:810リットル、都市ガス:1,654㎥、電気:11,633KWH ⇒ なんと拙宅の炭酸ガス放出量は11.9トンでした!
以上













.jpg)
