ただ、日本が世界で唯一の被爆国であり、多くの放射線被ばく者が亡くなった歴史があり、いわゆる「放射能怖い」と思っている日本人(マスコミも含め)が多い事も事実であり、これが原子炉立地自治体による再稼働の承認が滞る原因にもなっています。所謂「放射能怖い」の問題については、2016年8月に発行した「原子力の安全_放射能の恐怖?」というタイトルの私のブログで基礎的な問題について説明しております。できればこれを読み返して頂きたいのですが、お時間の無い方の為に放射線の人体への影響と、安全の基準についてのみ以下にポイントを列挙しておくこととします;
① 我々は地球に住んでいる以上、誰でも放射線に晒されています。日常生活の中で、何もしなくても、誰でも浴びている自然放射線の実効線量は、全国平均では1.1ミリシーベルト/年です。これは、宇宙線、土石類、食物などから受けている放射線なので、当然のことながら住んでいる場所によって異なります
② 医療検査で被曝する時の実効線量(1回当り);
*胃のX線集団検診で被曝する時の実効線量:3.3ミリシーベルト
*胸部CTスキャンで被曝する時の実効線量:4.6~10.8ミリシーベルト
③ 放射線治療で受ける時の実効線量(一連の放射線治療期間当り)
*ガンの放射線治療で受ける時の実効線量:1,000~10,000ミリシーベルト
④ 福島原子力事故における「避難指示解除」の基準:20ミリシーベルト/年以下
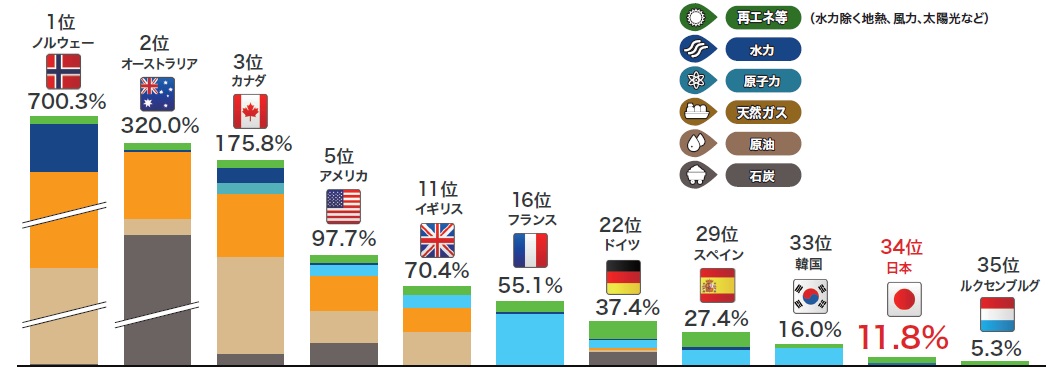
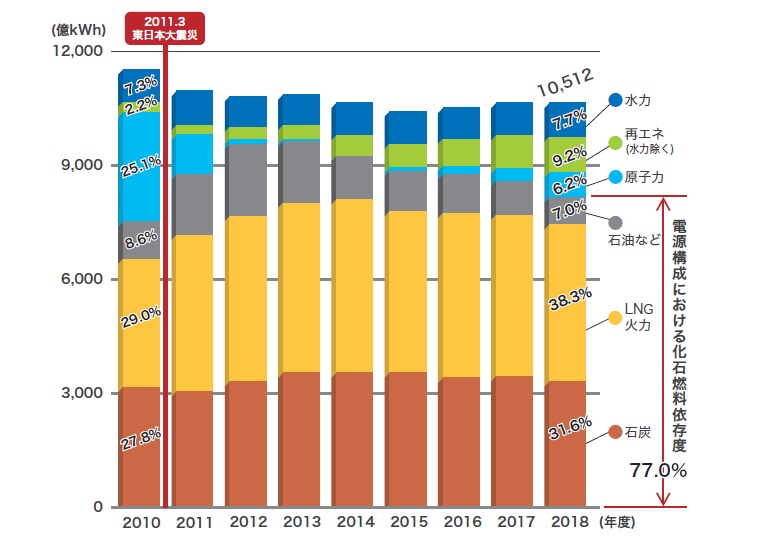
この表の赤い矢印より上は「化石燃料に由来する火力発電」、下は「脱炭素発電」を表します。この表から読み取れることは; ① フランスは、原子力発電の貢献が大きく脱炭素目標の達成は容易であると思われます * フランスは2023年、50.1TWh(テラワットアワー ⇔ 50万1千キロワットアワー)の電力を輸出しており、欧州最大の電力輸出国となっています。主な輸出先はスペイン、イタリア、ドイツ、ベルギー、イギリスなどの近隣諸国です ② ドイツは、1986年のチェルノブイリ原子力発電所事故、2011年の東日本大震災に伴う福島第一原子力発電所事故を受け、メルケル政権が脱原発政策を加速。2023年4月15日に最後に残っていた3基の原子炉を停止しました
*最近、このエネルギー政策はエネルギーコストの面から岐路に立っている様です(参考:戦略なき脱炭素、経済圧迫_失速ドイツ、原発決別の誤算)
Follow_Up:2026年4月_President Online:日本は原発を手放さなくて本当によかった
③ 英国、ドイツは再生エルギー(太陽光発電、風力発電)の比率が高い。特に風力発電は、西岸海洋性気候により安定した西風が得られるためであると考えらえます
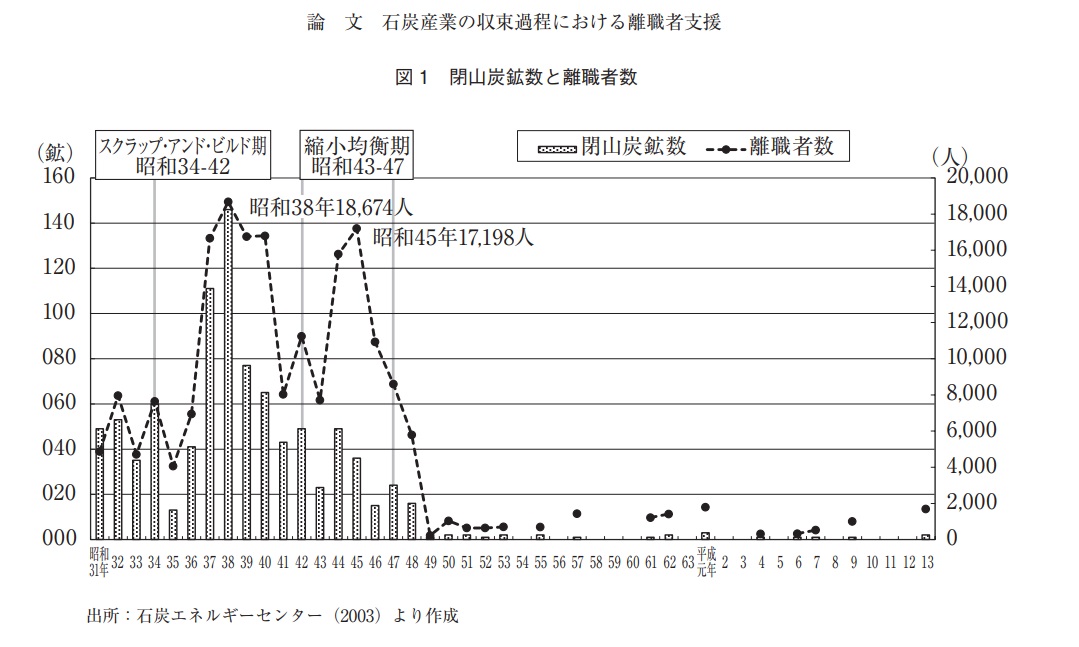
④ 日本は、2011年の東日本大震災に伴う福島第一原子力発電所の過酷事故により多くの原子力発電が廃炉、乃至休止となり、石炭・石油・天然ガス発電に頼っている現状が見て取れます。代わりのエネルギー源として政府・電力会社は、欧州に倣って再生エネルギー発電を目指しましましたが、最近以下の様な逆風を受けており国際公約である脱炭素目標の達成は危機に瀕しています
*洋上風力発電:三菱商事、洋上風力撤退を発表
*大型太陽光発電:立地場所の選定、補助金の面で難しい状況が生まれています
生成AI 関連企業誘致と原子力発電の再稼働
電力コストの比較(2025年12月11日日経新聞);
この表から分かる事は;
① 火力発電はコスト面で不利となる
② 原子力発電はコスト面で有利となる
尚、上表にある「市場調達」とは、他の電力会社や自前の発電設備を持っている企業からの電力購入と考えられますが、この場合配電網の整備が必要になればコスト的に不利になると考えられます
生成AI関連企業が 大量の電力を必要とする理由;
生成AIの基本的な知識については、2023年6月に作成した私のブログ“「生成AI」をちょっと勉強してみました”をご覧になって頂ければお分かりいただけると思いますが、この中で「膨大な電力需要」が必要な理由を以下に簡潔に引用します; ① 生成AIは数千億〜数兆のパラメータを持つモデルを使います。これらを動かすには、高性能のGPUや専用チップが大量に並んだサーバーが必要で、常に高負荷(⇔大電力)で且つ24時間連続で動作させる必要があります(⇔ 太陽光発電は夜間は発電が出来ない) ② 生成AIを動かすサーバーはデータセンターに集約されており、ここではGPU、CPUなどのユニットの冷却設備(GPU、CPUなどは膨大な熱を出します。パソコン内でも必ず冷却ファンがついていますね)、ネットワーク機器、電源管理システム、空調、などにより大量の電力が必要になります
*GPUとは:Graphics Processing Unit/画像の認識、分析に必要
*CPUとは:Central Processing Unit/データの演算やコンピュータ内の装置の制御などを行うコンピュータにおける中心的な処理装置
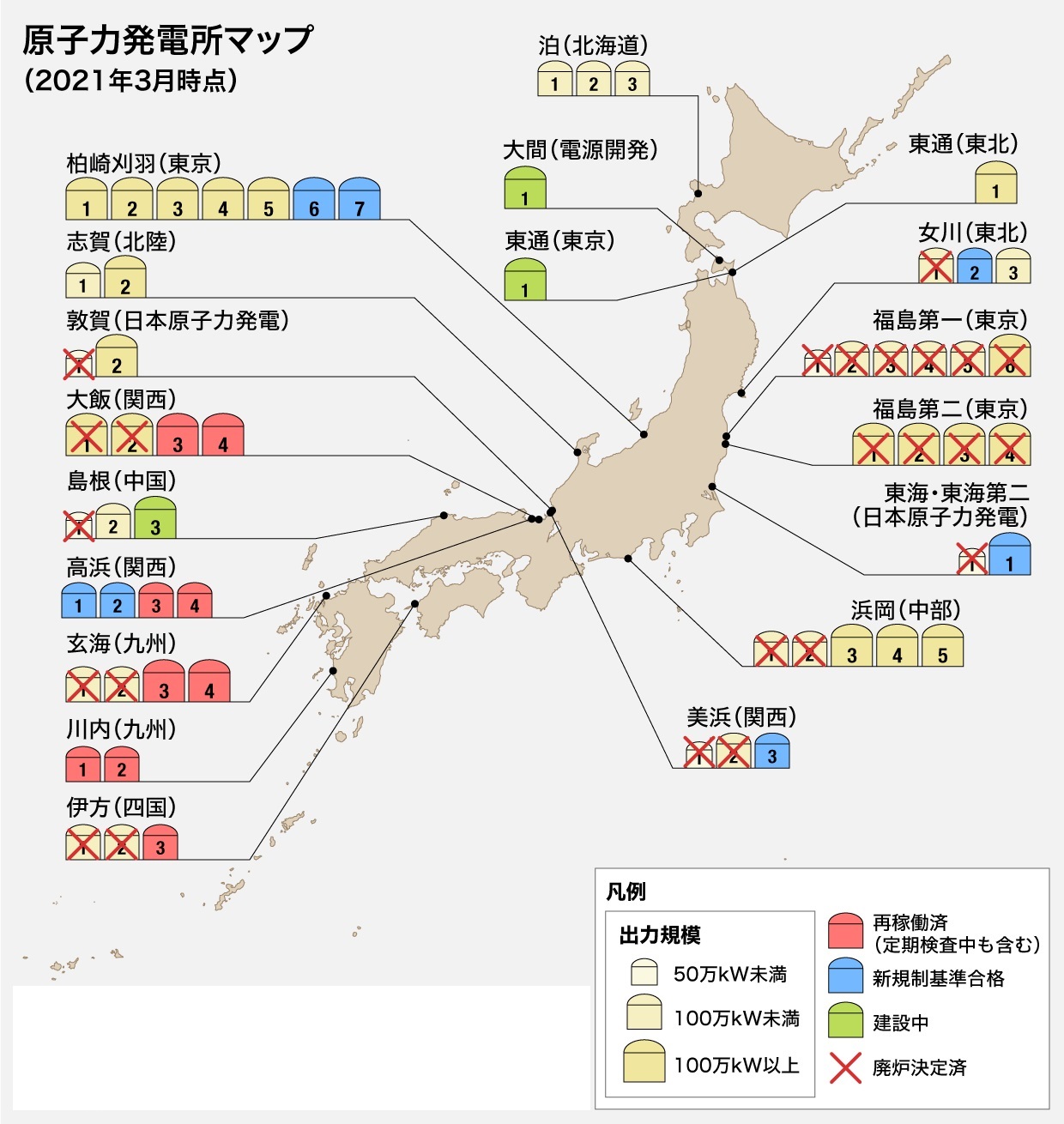
この図から分かる事は;
① 既に14基が稼働している
② 今後稼働予定の原子炉を含め、高浜2号機(建設・稼働開始時期:1975年11月14日)が稼働開始後50年で最も古く、これより稼働開始時期の早い原子炉は、既に廃炉となっています
③ 建設中とある「大間原子力発電所」、「東通(ひがしどおり)原子力発電所」、島根原発3号機」は、2011年の福島原子力発電所事故の前に建設を始めていました
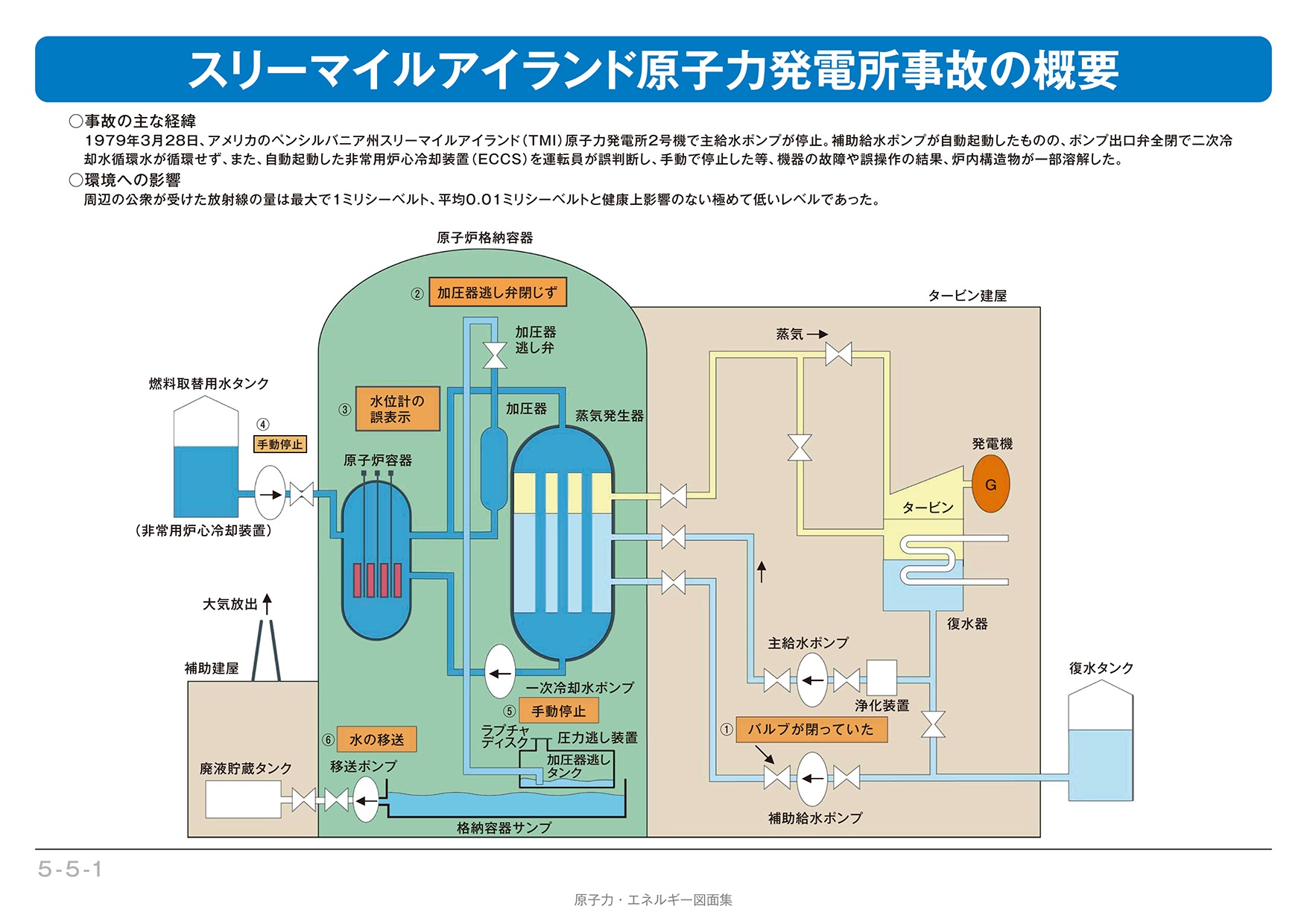
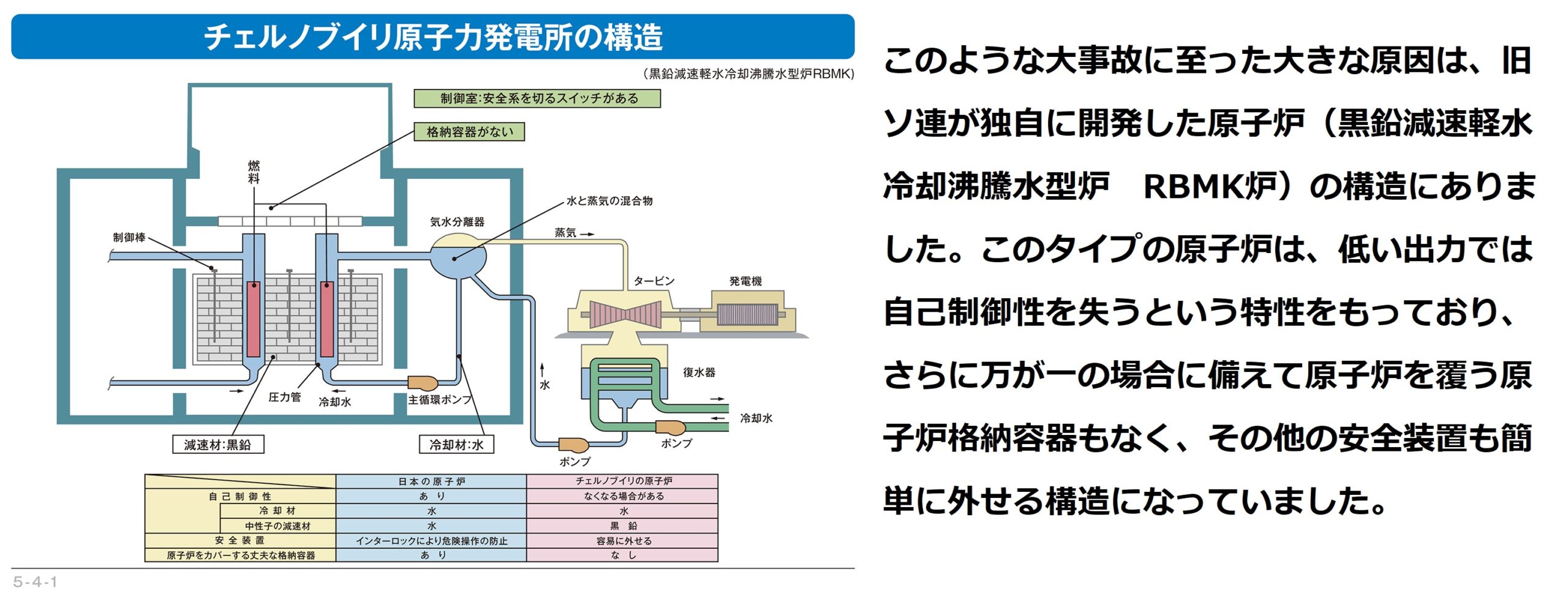
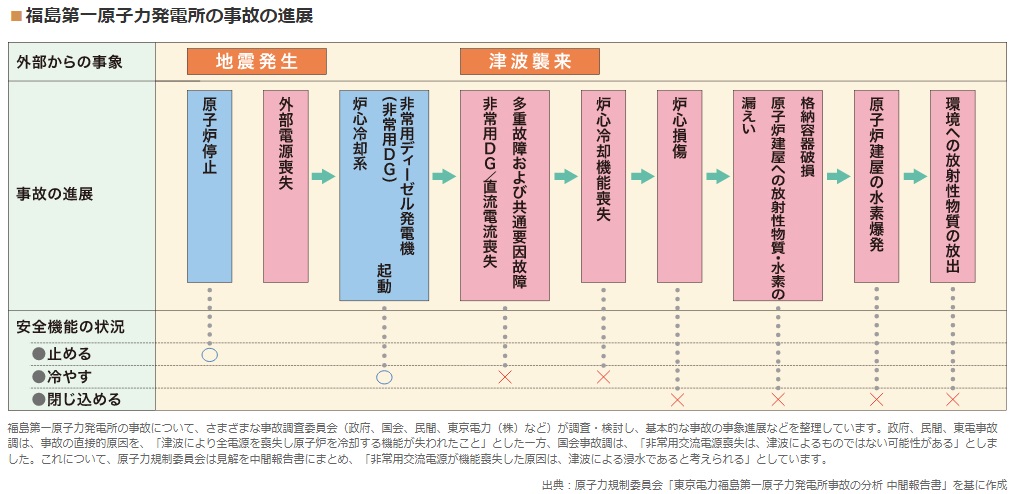
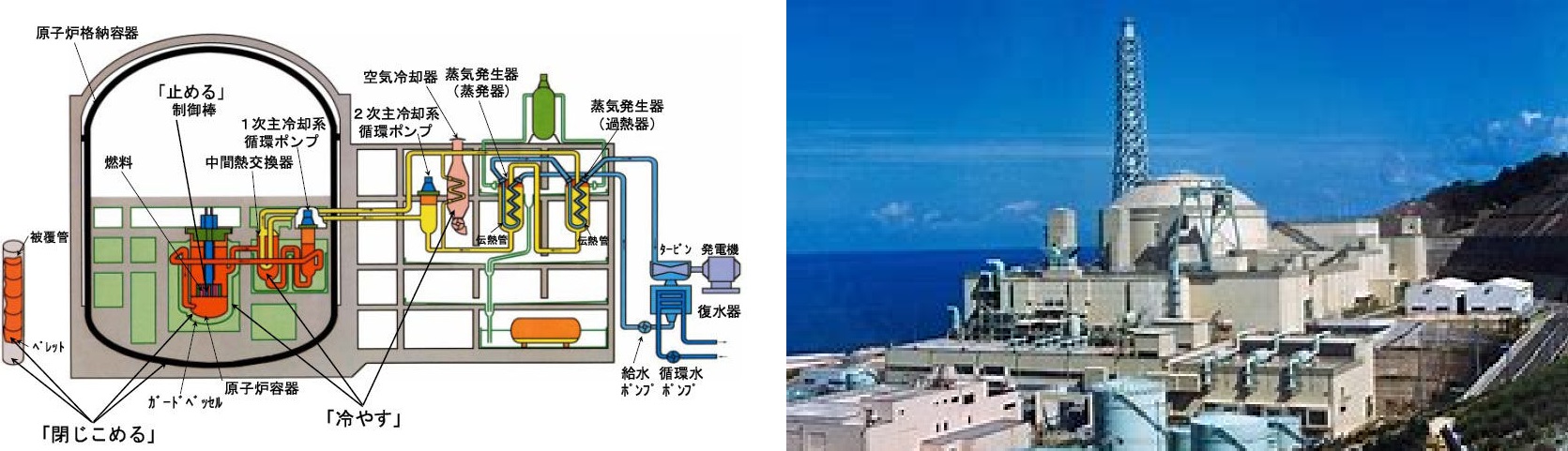
1.東日本大震災によって起きた福島原子力発電所事故のシナリオ 私(荒井)は、偶々この事故の時、原子力安全基盤機構(現在の規制庁)の監事を務めていましたので以下の事故のシナリオは生々しく思い出すことが出来ます
① 三陸沖の宮城県牡鹿半島の東南東130km付近で、深さ約24kmを震源とするマグニチュード9.0の巨大地震発生
② 巨大津波(14~15メートル)が福島原子力発電所に襲来
③ 福島原子力発電所の堤防が破壊され発電所全体が浸水 ⇒ 予備電源用のディーゼル発電機も浸水により機能停止
④ 地震動によりバックアップ発電所も機能喪失
⑤ 炉心の冷却が出来なくなる
⑥ 炉心(原子燃料)が高温で溶融
⑦ 溶融燃料が冷却水と反応し水素発生
⑧ 水素が原子炉建屋に充満し爆発
⑨ 原子炉建屋の屋根が吹き飛び放射性物質が空中に四散
2.東日本大震災以降、規制庁が再稼働の際に重点を置いている審査ポイント 原子力規制委員会(NRA)が、東日本大震災(およびそれに伴う福島第一原子力発電所事故)以降、原子力発電所の再稼働(および設置変更・運転継続)を許可する際に特に重視する「審査ポイント」は、次のようなものです; ① 災害対策の強化(地震・津波・自然災害など想定の拡大)
*再稼働審査では、設置場所や構造が、「想定されうる最大の地震(設計基準地震動)・津波」に耐えられるかがまず問われます
*地震や津波だけでなく、火山噴火・竜巻・森林火災など「原子炉敷地および周辺で起こりうる自然現象」も設計で想定対象となっています
② 重大事故(シビアアクシデント)への備え ― 炉心損傷防止・冷却機能確保 *万一、炉心停止に失敗したり冷却系が破損・喪失した場合に備え、緊急炉心冷却、減圧、最終的な「ヒートシンク(放熱、排熱の為の熱交換器)喪失」まで想定した多重バックアップ系の整備が求められます 参考:ヒートシンク性能に関する基本検査運用ガイド
*外部電源喪失や給水/除熱機能喪失といった最悪ケースに備える「物理的防護」や設備の信頼性強化も必須となっています
③ 格納容器・建屋の強化および放射性物質拡散防止対策
*炉心溶融や炉心落下といった最悪シナリオに備え、格納容器の加圧破損防止、格納容器内部の冷却・減圧、水素爆発防止、溶融炉心の冷却などの対策が義務づけられています
*使用済燃料プールの冷却維持、放射性物質が外部へ広がる事態に備えた屋外放水設備なども含まれます
以上から、私(荒井)の判断としては、以下の要因が重なった為に海上保安庁機が滑走路に入って待機してしまったと思います; ① 海上保安庁機・機長が、管制官の指示「No.1, taxi to holding point C5」「滑走路上で離陸許可を出すまで待て」と判断してしまった ②「 出発順位が1番、、、」という管制官の指示 ③ 滑走路停止位置表示の運用が停止されていた
④ 同滑走路を使用する着陸機(JAL機)の存在を知らなかった(←滑走路に侵入する前に着陸機を視認できなかった←「空は徐々に暗くなりつつある状態」だった為、及び「無線によるJAL機と管制官の交信を傍受していなかった」為
⑤ 管制塔の中にある「滑走路占有表示」の注意喚起のサインを管制官が見逃していた可能性
1.数字の読み方(理系の方は読み飛ばしてください!)
まず核融合反応についての説明を読むと、数字の桁数が異常に大きいか、異常に小さいことが多く、通常我々が扱う数字の範囲を超えており、これにたじろぐ人が多いのではないかと感じました。しかし私の経験から、これについては慣れが必要ではありますが、以下の3点を抑えておけば慣れるのはそれ程困難ではないと思われます; ① 数字の読み方については、日本語の場合「一、十、百、千、万、10万、百万、千万、、、」と大きな数字の読み方は「万」の単位以降は4桁単位で変わっていくのに対し、英語では「One,Ten,Hundred,Thousand,Million,Ten million,,,」と「Thousand」の単位以降は3桁ずつ読み方が変わっています。また、アラビア数字で表記する場合、3桁ずつにコンマが入り、英語の場合はコンマの数で簡単に数字の読みが判断できます。桁数が増加した時に日本人には数字を読むのに苦労しますが、これは英語の読み方を覚え、慣れることで解決することがお勧めです(外国人と英語で数値のやり取りをする際にも役立ちます); ② 桁数は非常に重要です。通常、10n(分数の場合nはマイナス)と表記しますが、このnの数字は桁数を表します。例えば3桁といえば 103=1,000( 10-3は1/1,000)になります。また、大きな桁数同士の掛け算(割り算)の桁数は二つの桁同士の足し算(引き算)になるという便利な表記の仕方です *例えば、103x105=108 ;103÷105=10-2
③ 科学で扱う数字については、桁数が異常に大きかったり、異常に小さかったりした場合、もう一つ大切なものは「有効数字」という概念です。通常、科学で数字を扱う場合、大きい意味を持つのは上3桁程度あれば十分です(例えば円周率の3.14159,,,,,のうち、普通に使われるのは上3桁の3.14)。この表記を使えば、どんな大きな数字でも、小さな数字でも「有効数字」x10nで表現できます
2.エネルギー・力の正体(高校物理が嫌い?な方は読み飛ばしてください!) *以下の式の定数などは有効数字3ケタで表示しています ① 物体の熱エネルギーは、構成している原子や分子の運動によるエネルギー(=運動エネルギー)です。エネルギーの単位には、ジュール、カロリー などがありますエネルギーと温度のと関係は以下の式で定義されています;
ボルツマン(1844年~1906年/オーストリア)
E = k x T
E: 物質の熱エネルギー
k: ボルツマン定数:1.38 × 10-23
T:絶対温度 (単位:ケルビン)で表示された温度。摂氏で表示されるとの関係は、摂氏温度が「t℃」とすると;
T = t + 273.15
プランク(1858年~1947年/ドイツ)
② ガンマ線、X線、紫外線、可視光線、電波、などは電磁波と総称されますが、以下に示す様にエネルギーを持っており、電磁波のエネルギーと周波数との関係は以下の式で定義されます; E = h x 入
E:電磁波のエネルギー h:プランクの定数:6.63 ×10-34 入:周波数(古代ギリシャ語で「ニュー」と発音されます) <参考>後段の核融合炉の具体的説明の中で、プラズマの加熱を「強力な高周波」で行っていることが出てきます
湯川秀樹(1907年~1981年)
③ 核力
陽子、中性子などの核種同士を繋ぎ留める力で,力が及ぶ距離は、1fm(1×10-15メートル)程度の極く近接した距離のみで働く力ですが、クーロン力(下記)に比べ非常に強い力です。日本で初めてノーベル賞を受賞した湯川秀樹博士により、この力は中間子によって媒介されていることが証明されています *fm(フェムトメートル)は、原子核の大きさや素粒子の波長を測る際に用いられる非常に小さな単位です。例えば、陽子の半径は約1fm、電子の波長は約0.003fmです
④ 電気力(クーロン力)・ 磁気力
クーロン(1736年~1806年/フランス)
クーロン力とは、真空中の2つの電荷間の電場の中で発生する引力または斥力(反発する力)です。電荷の符号が異なれば引力、同じであれば斥力が働きます。クーロン力は以下の式で表されます; F = k x q1x q2 ÷ r2 F:クーロン力
k:真空の誘電率
q1、 q2:電荷の大きさ r:2つの電荷間の距離
エルステッド(1777年~1851年/デンマーク)
磁気力とは、磁石が互いに引き合ったり反発し合ったりする力です。磁石の周りに存在する磁場によって引き起こされます。磁気の符号(S極/N極)が異なれば引力、同じであれば斥力が働きます。磁気力は以下の式で表されます; F = μ₀ x (m₁ x m₂) ÷ (4π x r²)
F :磁気力
μ₀ :真空の透磁率
m₁ , m₂:磁荷の大きさ r :磁荷間の距離
① 蛍光灯の内部でもプラズマが発生しています
蛍光灯の内部では、電極からの放電によって中にある水銀ガスから紫外線が発生して管内壁に塗布された蛍光物質で発光しますが管内では放電により1万度の熱で約10億個の弱電離プラズマが発生しています。電離度は約1%、密度は大気(2.7x1019/1㎤)の1億分の1程度(約1011/1㎤)でかなり希薄です
② 雷でも強力なプラズマの姿を見ることができます
雷現象は雷雲と地上を電極とする地球規模で起こる放電現象です。雷雲と地上との間には数億ボルトの電圧がかかり、流れる電流は数万アンペアに達し、雷路と呼ばれる電気の通り道に高温のプラズマが生成されます。これによる大きな電場(注)で大気中に存在する電子が急激に加速され、空気の分子に衝突して雪崩的にプラズマが発生するとともに、そこに流れる電流によってプラズマは瞬時に加熱されて数万度の高温になり、それが膨張するときにまわりの空気を圧縮して衝撃波を発生させます。これがけたたましい雷鳴の原因です。尚、密度は空気の10倍以上になります (注)通常理学系の分野では「電場(でんば/electric field)」と呼びますが、工学系の分野では「電界」と呼んでいます
③ オーロラは太陽からのプラズマで作られます 地球は南極をN極、北極をS極とする磁力線で囲まれた構造をしています。この地球磁場(注)はやはり磁場を伴ったプラズマである太陽風に吹き付けられる結果、左の写真の様に地球の昼側である前面ではプラズマの圧力で押し付けられ、夜側である後面では長く引き伸ばされます。プラズマは磁力線を横切って運動しにくい性質(後述します)があることから、地球磁場と太陽風の磁場の繋ぎ変え現象がはるか上空で起き、プラズマの一部は磁力線が地球内部に入り込んでいく北極と南極の上空に流れていきます。オーロラは、この地球磁場に導かれた太陽風が南極や北極の上空の空気と衝突した時に起こるプラズマの発光現象の一つです。上下方向にはカーテンの様に波打った構造で下方にはくっきりとした「縁」が見られます (注)理学系では「磁場(じば/Magnetic field)」と呼びますが、工学系の分野では「磁界」と呼んでいます
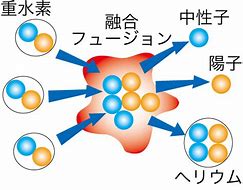
① 地上の核融合は「DT反応」を利用する
太陽で起きている核融合反応は水素原子だけの(p-p Chain)であると書きましたが、このタイプの核融合反応は現在の技術では地上で実現できません。地上で実現可能と考えられている反応は、重水素(Deuterium)と三重水素(Tritium/トリチウム)による核融合反応(以降「DT反応」と表記します)です
その次に起こりやすい核融合反応は重水素同士による反応(以降「DD反応」と表記します)です。この反応は放射性物質である三重水素(Tritium)を燃料として使わないこと、及び発生する中性子のエネルギーが小さいことなどのメリットがありますが「DT反応」よりも厳しい条件を満たさないと成立しません
② 地上での核融合炉の成立条件
<以下はGoogleの最新の生成AIであるGEMINIの回答を使用しています> 核融合反応を起こすためには、以下の3つの条件を満たす必要があります; 十分な温度: 核融合反応を起こすためには、原子核同士が衝突する際に、クーロン斥力(基礎知識_2の④参照)を克服するだけのエネルギーが必要です。そのため、燃料となるプラズマは1億度以上の高温に熱する必要があります 十分な密度:燃料となるプラズマ中の原子核が十分な頻度で衝突するためには、プラズマ密度が十分に高い必要があります。具体的には、1014~1015個/cm3程度の密度が必要とされています。 十分な閉じ込め時間:燃料となるプラズマが閉じ込められて、核融合反応が起きるまでの十分な時間が必要です。具体的には、数秒程度の閉じ込め時間が必要とされています。
これらの条件を満たすためには、強力な磁場によってプラズマを閉じ込める必要(後述)があります。また、プラズマを加熱するための方法も必要(後述)です
これらの条件を満たした状態を点火条件といいます。点火条件を達成すれば、核融合反応が起こり、大きなエネルギーを発生させることができます。
JT60SA計画について
この計画は、核融合エネルギーの早期実現のために、ITER計画と並行して日本と欧州が共同で実施するプロジェクトです。その目的は; ① ITERの技術目標達成のための支援研究
ITERと同じ形で高い性能を持つプラズマ運転を行い、その成果をITERへ反映させます ② 原型炉に向けたITERの補完研究
高出力の核融合炉を実現するため、高い圧力のプラズマを長時間(100秒程度)維持する運転方法の確立を目指します ③ 人材育成
ITER計画をはじめとする核融合研究開発を主導できる研究者・技術者の育成を行います
放射線が人体に与える影響を論ずるには、「放射線の種類」、「放射性物質の半減期」、「放射性物質の生物学的半減期(体の中に取り込まれた放射性物質が50%排出される期間)」を理解しておく必要があります
① トリチウムはベータ線を放出してヘリウムの同位元素(陽子2ヶ、中性子1ヶ)に変わります(この反応は一般にベータ崩壊と言います)。ベータ線の正体は電子で、陽子の「1/1800」の質量しかないためエネルギ-は他の放射線に比べて小さく(最大18.6keV、平均5.7keV/キロ・エレクトロンボルト⇔非常に小さなエネルギーの単位)、またマイナスの電荷をもっている為に空気中を約6mm程進む内に空気中の窒素、酸素、他の元素との相互作用でエネルギーを失ってしまいます。従って人間の皮膚を通過して体内に侵入することはありません。一般に障子一枚で遮蔽することが可能とされています
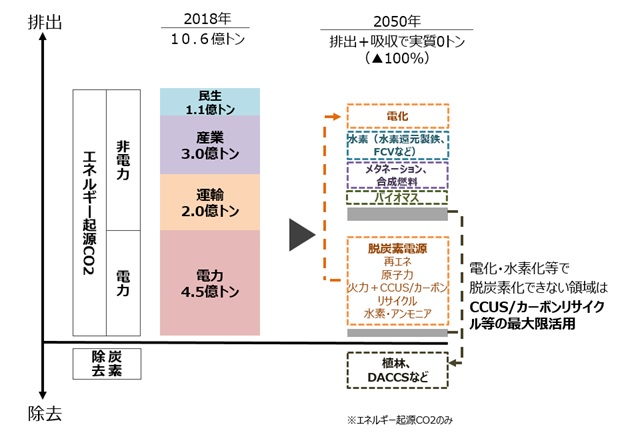
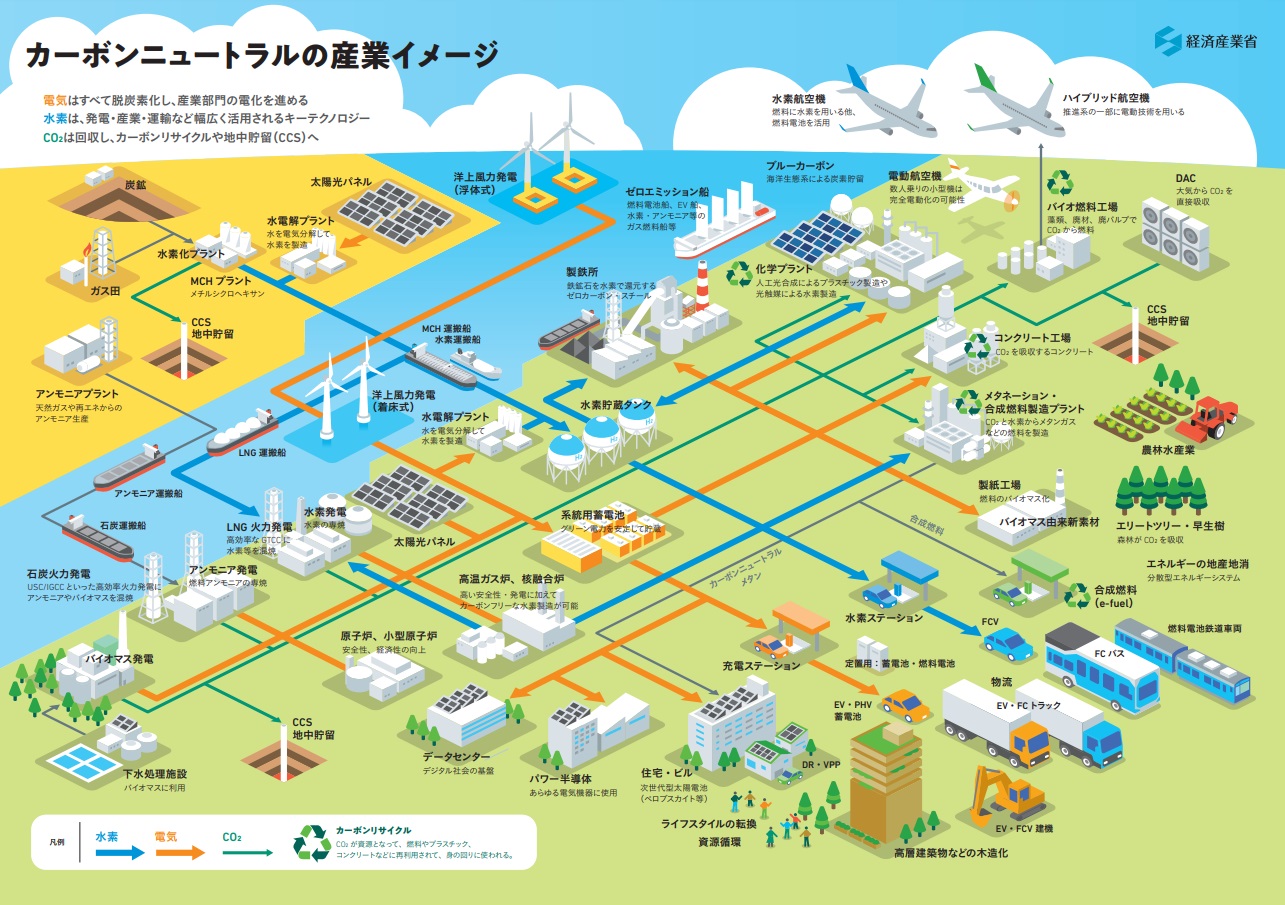
② FCV(Fuel Cell Vehicle):水素と空気中の酸素を反応させて直接電気を作る燃料電池(Fuel Cell)をエネルギー源とする電動自動車のことで、既にトヨタとホンダから市販されています(私のブログ「電動航空機の夜明け」でも簡単な説明を行っています)が、現時点では高価なので普及には時間がかかりそうです
③ メタネーション、合成ガス:メタネーションとは、CO2と水素から「メタン」を合成する技術です。これによりエネルギー源として現在天然ガス(約90%がメタン)を使っている民生用のガスを含めカーボンニュートラル(排出される炭酸ガスと吸収する炭酸ガスを同じ量にする)が実現できます。その他の合成燃料を含め、詳しくは資源エネルギー庁のサイトをご覧ください
Follow_Up:2022年4月・排ガス・下水からエコ燃料
Follow_Up:2022年4月・東京ガス、合成メタンを製造
③ 高速増殖炉
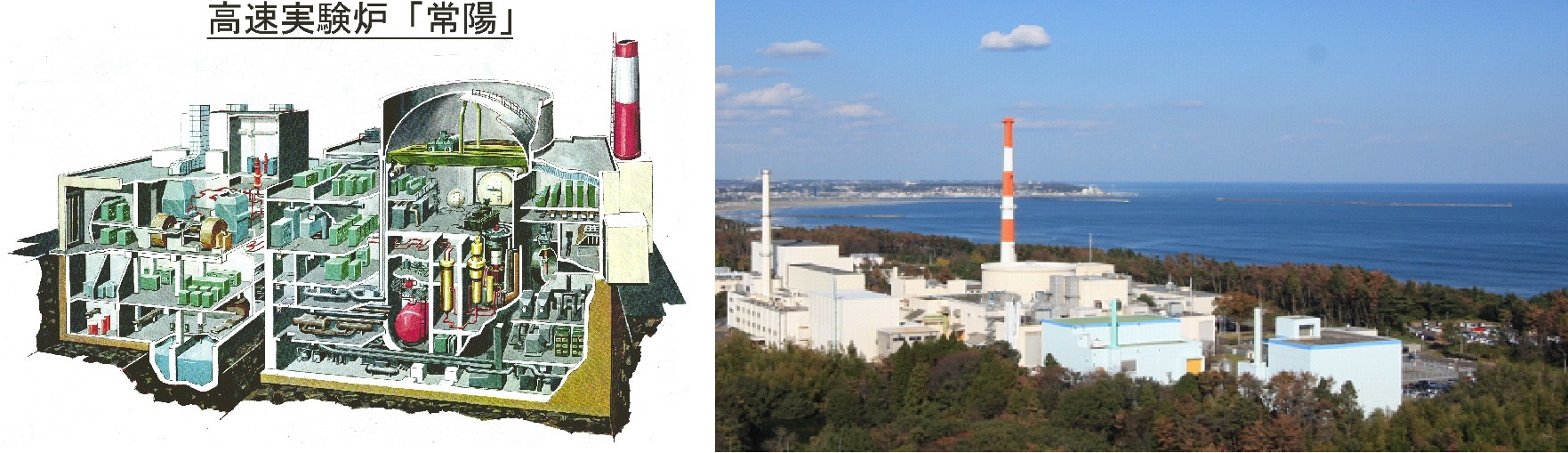
高速増殖炉(FBR:Fast Breeder Reactor)とは、発電しながら消費した以上の燃料を生成できる原子炉です。高速増殖炉の炉心の周辺は劣化ウランなどで囲み、この劣化ウラン中のウラン238が中性子を取り込み、プルトニウム239に変わり燃料となります。高速増殖炉は、高速中性子をそのまま利用するもので減速材は使用しません。冷却材には中性子を減速・吸収しにくいナトリウムを使用し、原子炉で発生した熱で水を蒸気に変えタービンを回して発電します(電気事業連合会のサイトより)
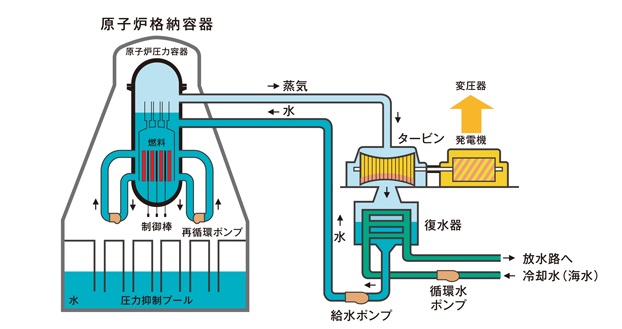
④ 核融合炉
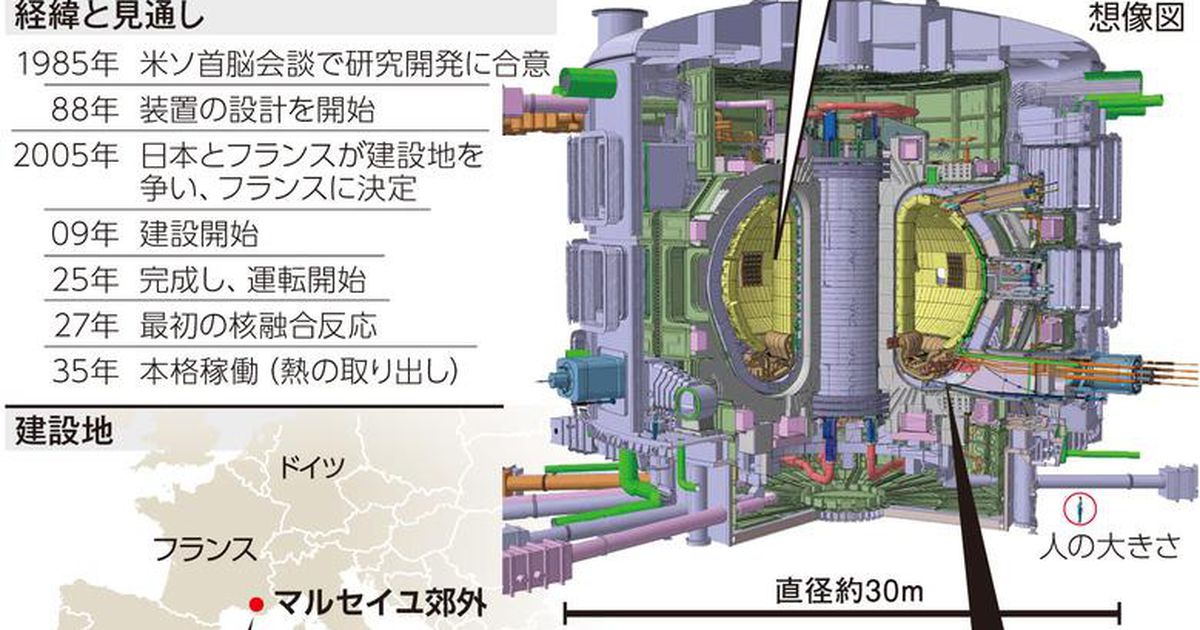
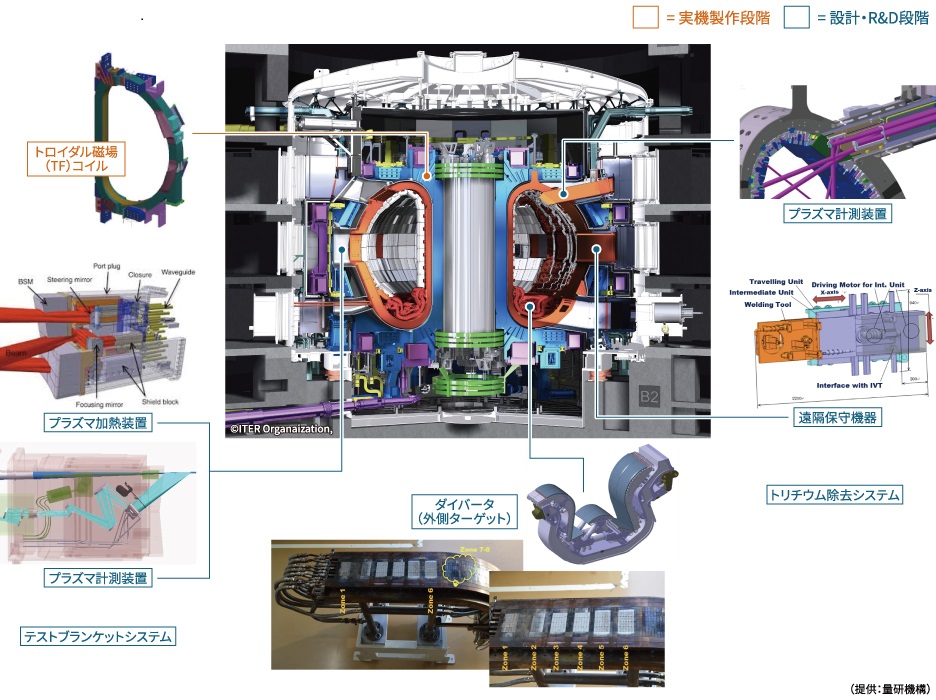
核融合反応とは、太陽のエネルギーの源であり水素爆弾のエネルギーの源です。これまでの原子炉や原子爆弾のエネルギーがウラニウムやプルトニウムという原子量の大きな原子核が分裂する時の質量欠損がエネルギーに変る(発生エネルギー=質量欠損 x 光の速度の2乗)のに対し、核融合反応は水素やヘリウムといった原子量の小さな原子核が融合する時の質量欠損がエネルギーに変る反応です取り出せるエネルギーが膨大であることと併せ、核融合反応は核分裂反応と違って燃料不足になると核反応が止まるため比較的制御しやすいと言われています。また、反応により設備の一部が低レベルの放射性物質に変わるものの、敷地内などで数十年保管すれば放射能レベルが低下し原子炉材料として再利用できなど、有害な核廃棄物が非常に少ないという事が「夢のエネルギー」と言われる所以です核融合反応を起こさせるには、1億度以上の高温で原子核同士がぶつかり合うプラズマ状態にしなければなりません。このプラズマを炉の中に閉じ込めるには極めて強力な磁場が必要です。従って、核融合炉の開発には膨大な費用と長期間の取り組み、人類の英知の結集が必要なため国際協調のもとで開発が進められています。この炉の大きさをイメージするには、下の画像右下の「人の大きさ」と比較してみて下さい
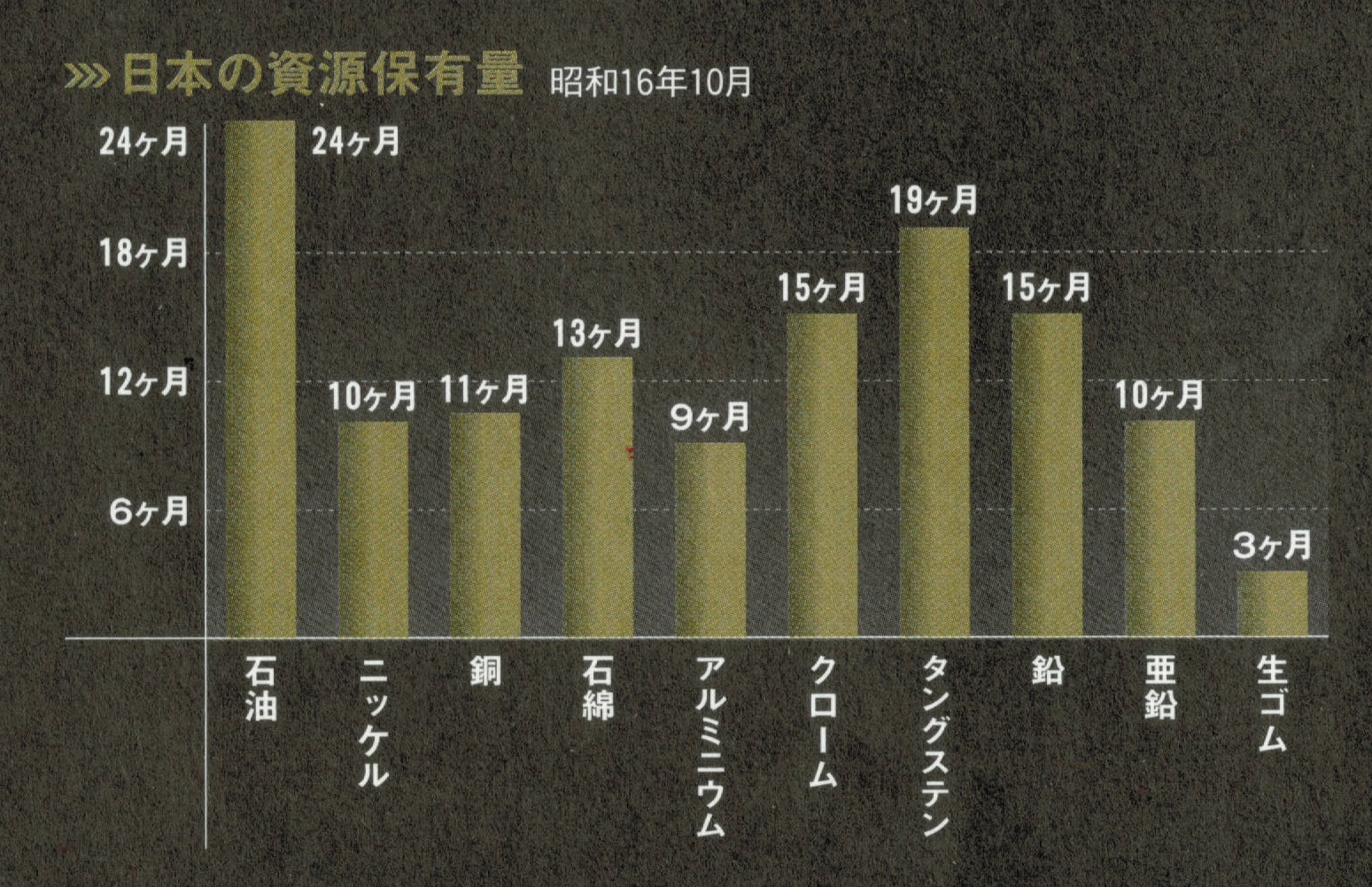
今後、日本は前述の通り急速に水素社会に移行することは間違いないと思いますが、再生エネルギーによる自前のグリーン水素を我が国で製造することには限界があり、海外からのブルー水素、グリーン水素を調達することになり、福島原子力事故以降続いているエネルギーの海外依存状態からは抜け出せません。悲惨な先の大戦が、米国による石油禁輸がきっかけの一つとなったことを考えれば、子供や孫の時代までこのエネルギーの過度な海外依存は続けるべきではなく、出来る限り早期にエネルギー自給に向けて政策の舵を切らなければならないと私は考えています 参考;
① JERA・火力発電9基廃止_老朽化で採算合わず
② 三菱重工・原発を十数分で出力制御
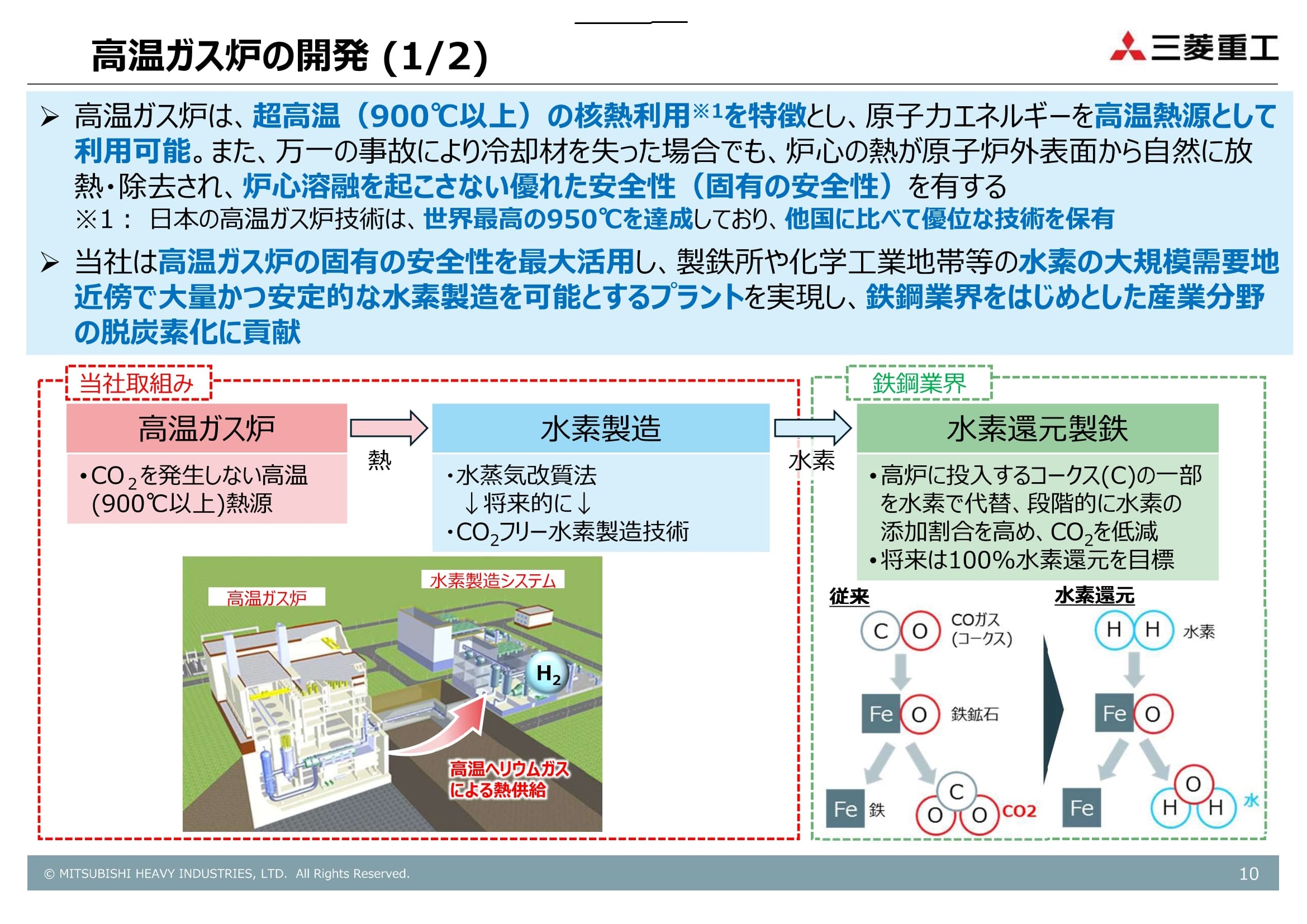
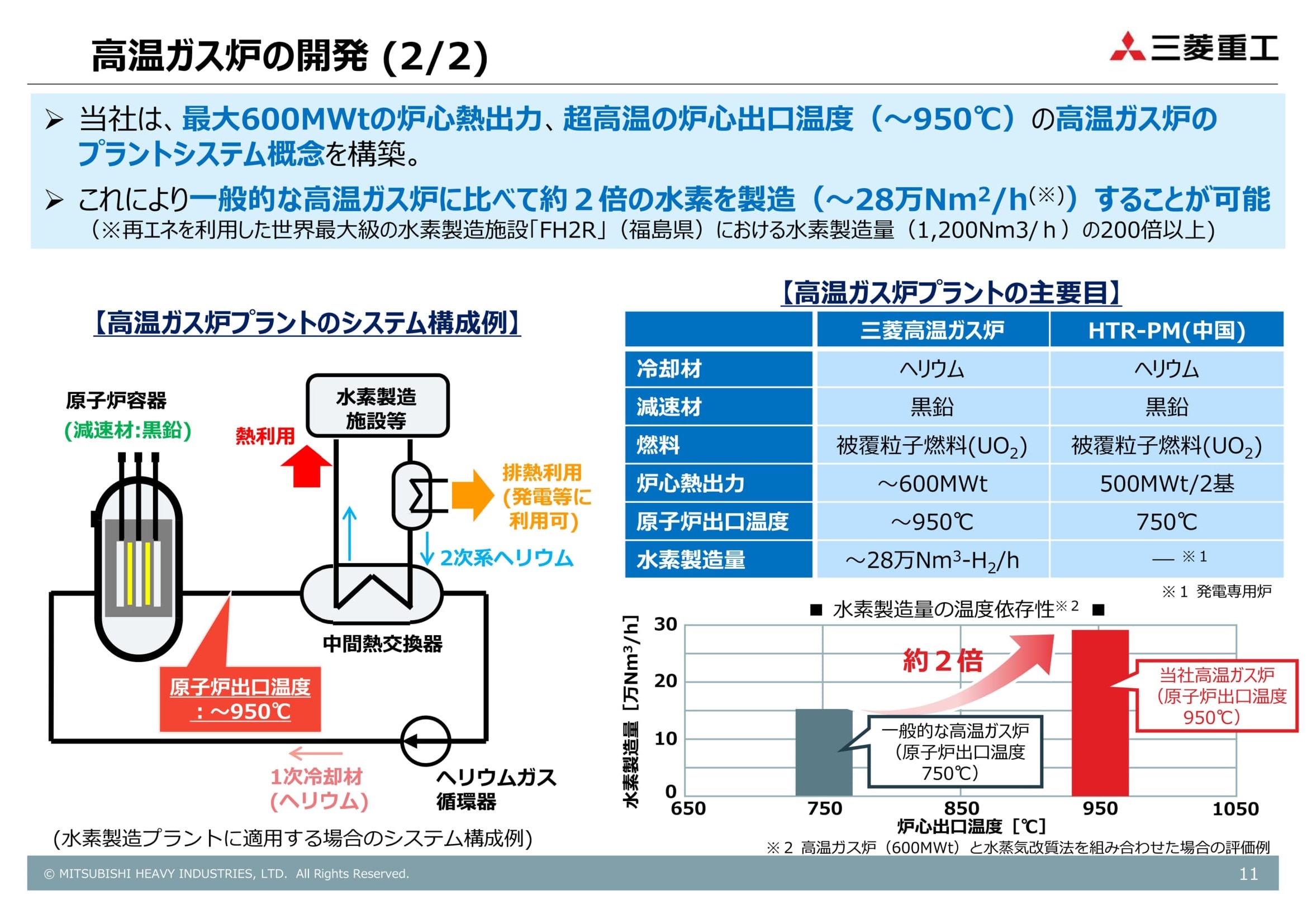
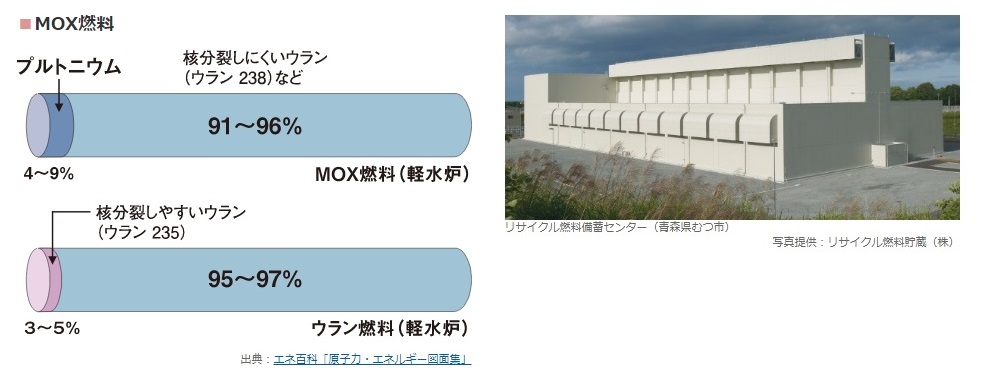
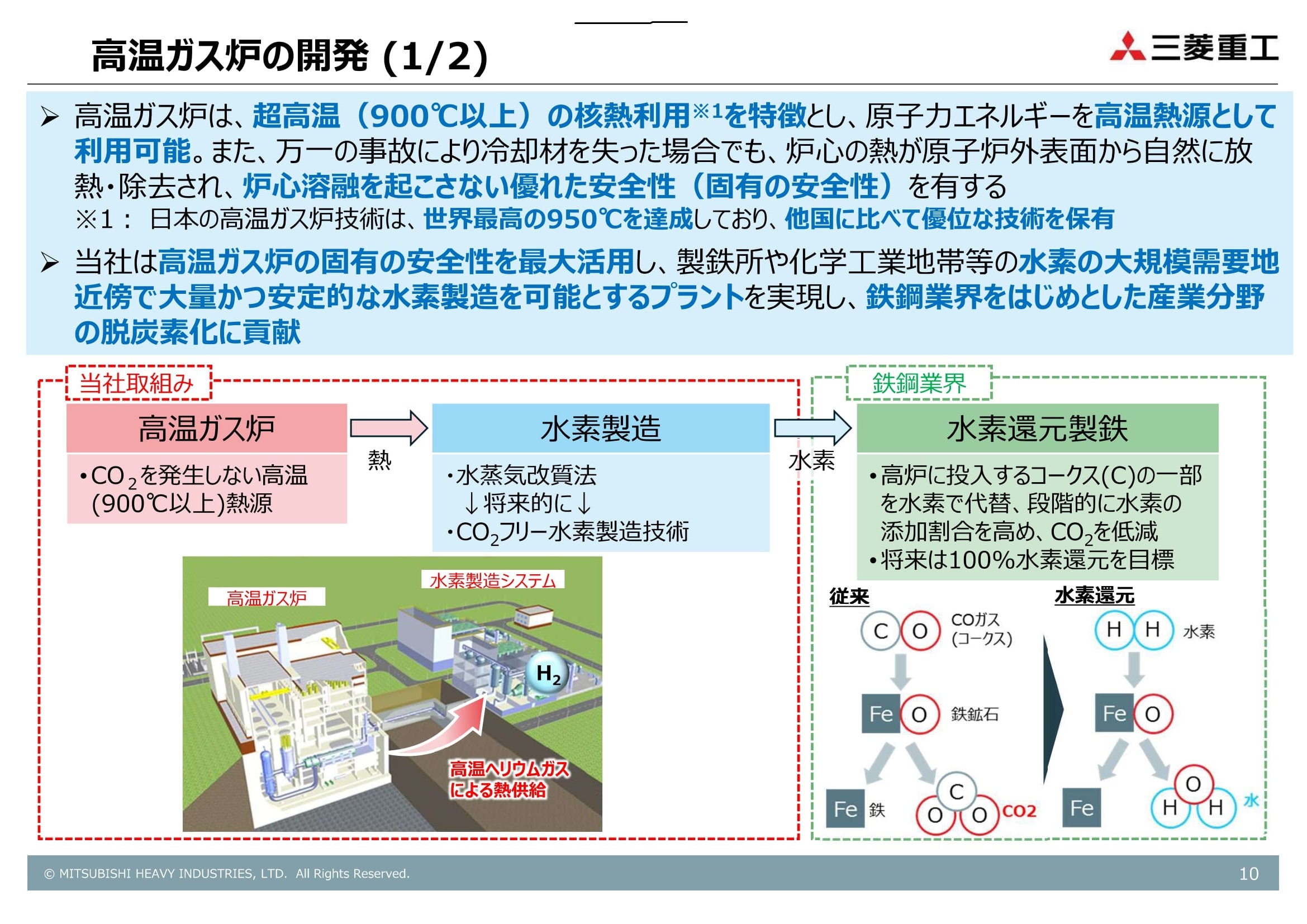
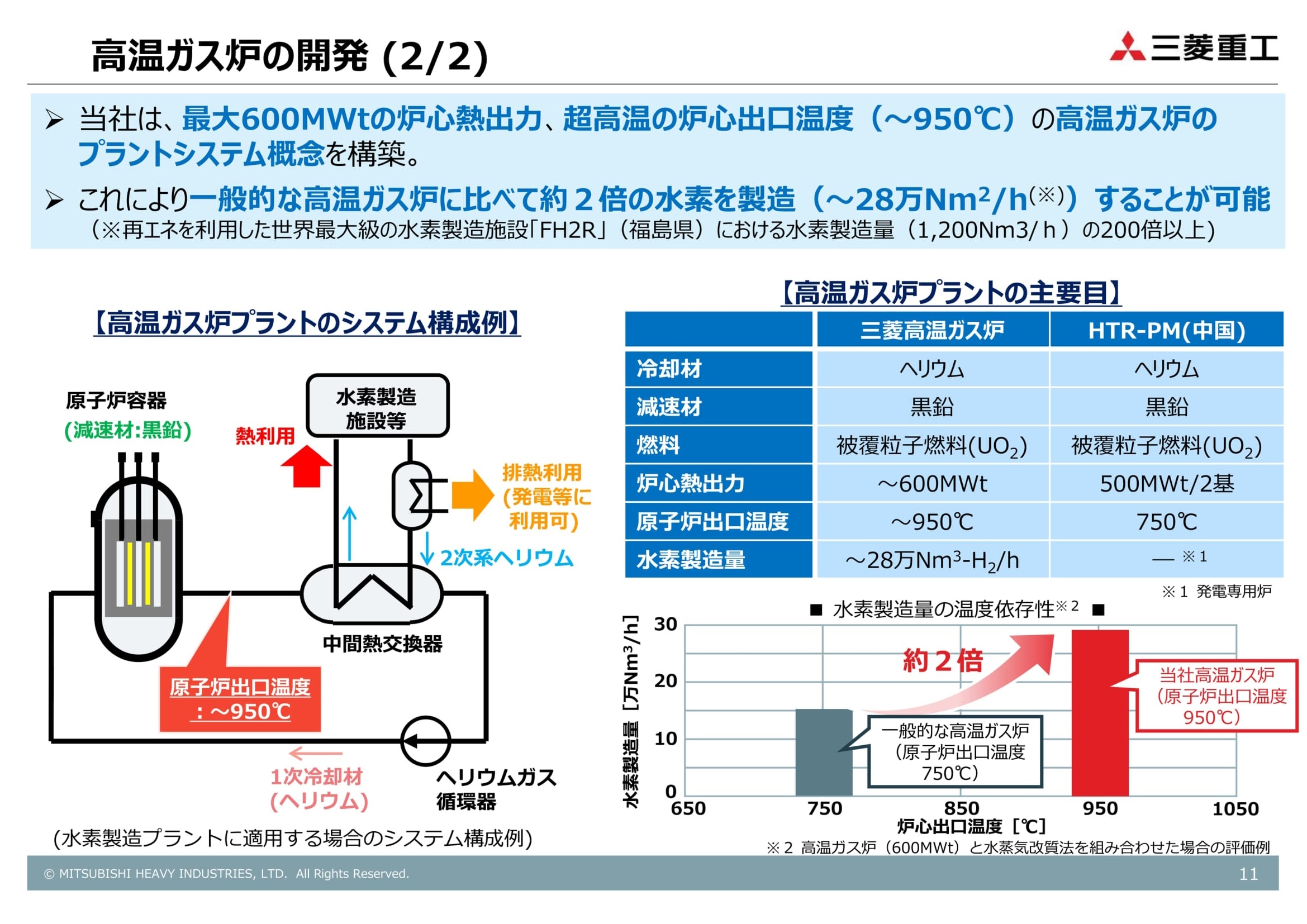
原発反対している方々の顰蹙を買うことを承知の上で、近い将来の水素化社会に向けて、原発に関わる政策は以下のシナリオで進むことが現実的であると思います; ① 新規制基準に合格している原発の運転再開 ② 建設中の原発の工事再開、及び新規制基準による検査が終了していない原発の検査を急ぎ、合格した原発から順次運転を再開する ③ 新しい「小型原発」の導入 ⇒ 古い原発から順に廃炉させる ④ 高温ガス炉の建設 ⇒ グリーン水素の大量生産 ⑤ 高速増殖炉の建設 ⇒ 使用済み燃料からのプルトニウム製造 ⇒ 自前のMOX燃料の生産拡大(⇔原発燃料の国産化;核廃棄物の削減) ⑥ 核融合炉の建設(恐らく従来の核分裂型の原子炉は核融合炉に切り替わっていくと思われますが、早くて孫の存命中に実現するかどうか、、、)
また、真珠湾攻撃をする前に米国への宣戦布告をしなかった事は、極めて大きな判断の誤りだったと言わざるを得ません。ワシントンの日本大使館員の怠慢により宣戦布告が遅れたと言われていますが、真実はどうやら日本海軍が米国太平洋艦隊を極度に恐れていた為に、宣戦布告のタイミングを攻撃開始直前に設定したことが真の原因であると私は思います。でなければ、南雲忠一司令官が、米海軍空母軍の索敵を行って攻撃を行うべきだったにも拘らず、真珠湾攻撃が成功裏に終わると直ぐに反転して帰路についたことでも想像がつきます。正に半年後のミッドウェイ海戦では、この南雲忠一司令官率いる日本海軍の相手がこの米海軍空母軍だったのですから、、、
「宣戦布告」前の奇襲攻撃により、「Remember Pearl Harbor」という合言葉が生まれ、米軍の士気を大いに鼓舞したことは疑いなく、米軍にとっても苛烈な西太平洋の上陸作戦を実行することができたのだと思います
*1939年3月、ドイツは当時ヨーロッパ随一の工業国だったチェコを併合した
*1939年8月、独ソ不可侵条約締結。同年9月1日、ドイツ軍はポーランド侵攻開始(ソ連も9月17日にポーランドへの侵攻を開始した)
*チェンバレン首相は議会で、「9月13日までにポーランド侵略を停止しなければ、英仏両国はドイツに宣戦布告する」と演説。宣戦布告はしたものの、ドイツと英仏間の戦闘はこの後7ヶ月間発生しなかった *1940年4月、ノルウェーを巡って英独間に壮絶な海戦(北岬沖海戦/Battle of North Cape)が発生し、双方に相当の被害が出たものの勝敗の決着はつかなかった *1940年5月11日、ドイツ軍は突如としてオランダ、ベルギーの国境を突破して電撃的な攻撃を開始。二日後にチェンバレン首相は辞任し、チャーチルが首相に就任した。彼はヒトラーとの戦いを貫徹する決意を述べ、最後に「私が国民に提供できるのは血と苦しみと涙と汗だけである」と述べると、万雷の拍手が沸き起こり、議場は大歓声に包まれた 重光と共に加瀬も議場内の外交団席でこの演説を聞き、二人とも国難に際しても怯むことなく雄々しく立ち向かうイギリス国民の民族性の真髄に触れた思いがしたそうである
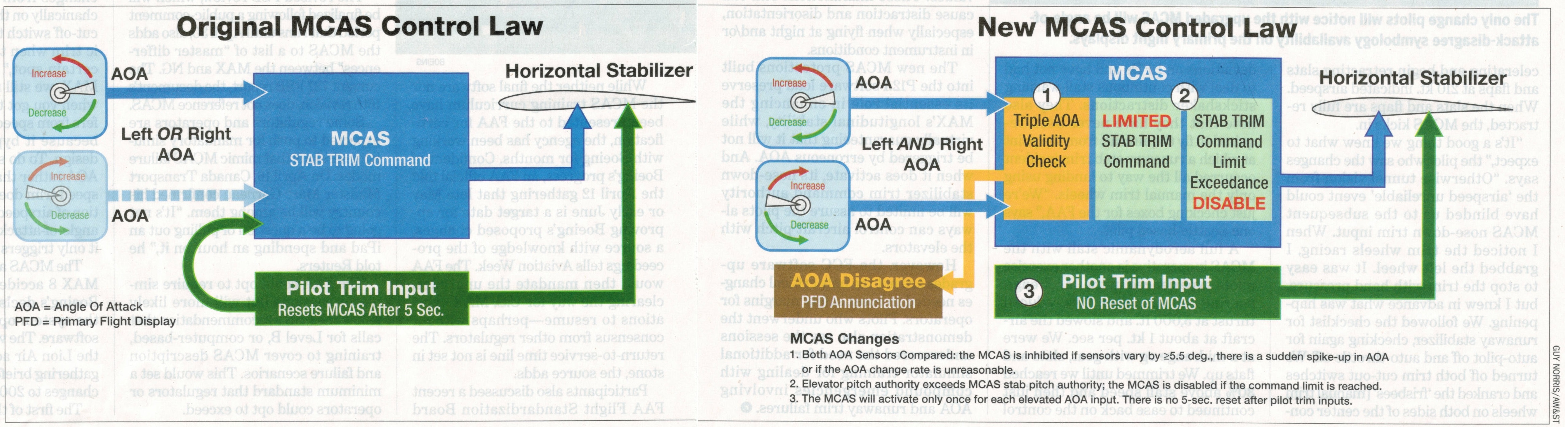
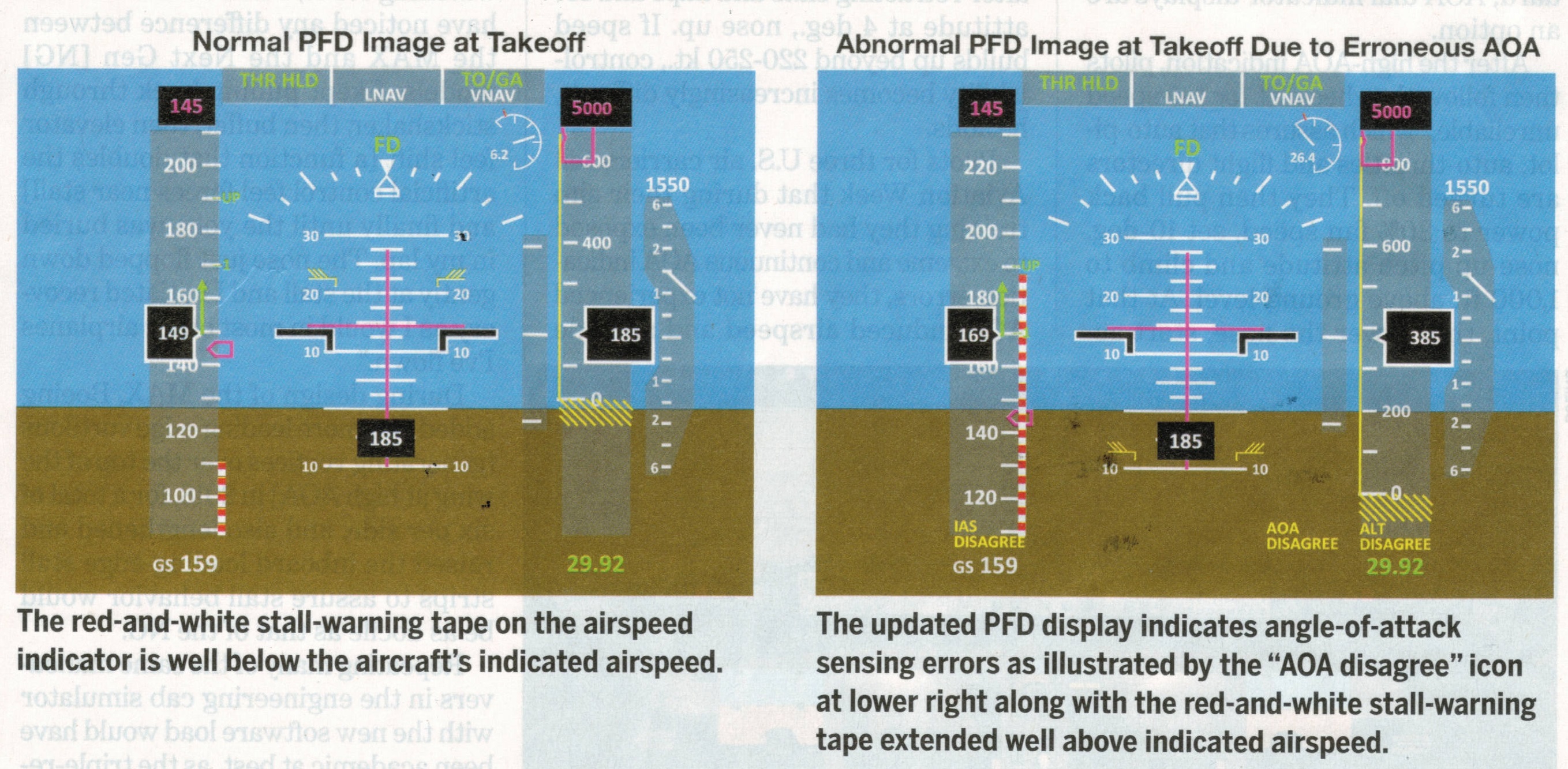
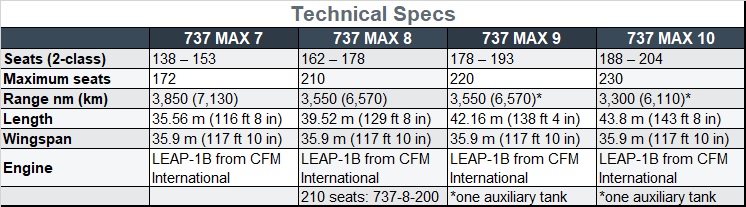
多くの航空会社が導入しつつあり、導入する各社は今後の路線便数、航空機材計画の中心的な役割を果たすことが予定されており、今回の飛行禁止命令は全世界で注目されています。また、日本国内でも2020年からANAが30機の導入を計画しています。新聞等での報道もありますが、最近入手したAviation Weekの記事に現在までの事故の解析及びボーイング社が考えている対策が載っていましたので概略ご紹介をいたします(詳しく知りたい方は”B737MAX Accidento Chaos_25MAR’2019 Aviqtion Week & Space Technology“をご覧ください。尚、上表”Technical Specs”を含め、ボーイング社のウェッブサイトからも必要な情報を転載しています
事故の概要
1.ライオンエア610便墜落事故;
ライオンエアの事故機と墜落までの飛行ルート
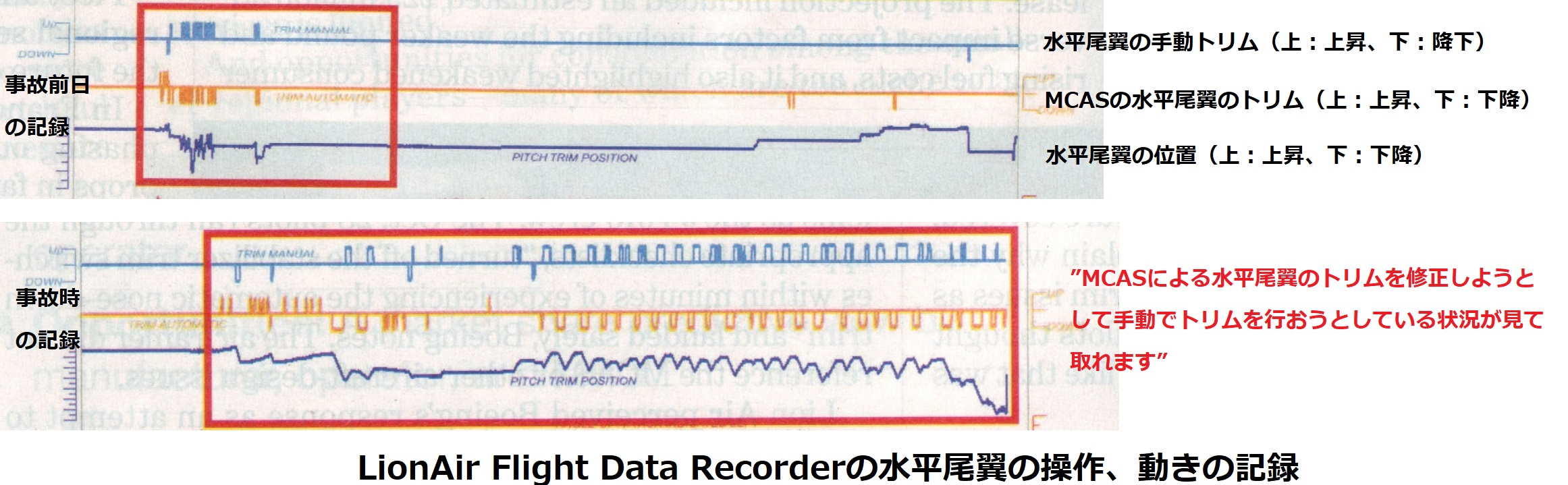
2018年10月29日午前6時20分、ジャカルタ郊外のスカルノ・ハッタ空港を離陸したB737MAX(2018年8月受領)は、離陸後約10分で消息を絶ちジャカルタ北部の海上に墜落、乗員・乗客189名全員が死亡しました。墜落付近の海域で、Flight Data Recorder(パイロットによる航空機の操作や機体の位置、気圧高度、速度、など機体の運動状態、その他多くのデータを記録しています) と Cockpit Voice Recorder(操縦室内の会話を記録しています)が回収されています。インドネシア航空当局から、「①Flight Data Recorder からの情報で機体のAOA(迎え角:以下 AOAと表記します;Angle of Attack)センサーのデータが左右で20度食い違っていたこと、②副操縦士から管制官に飛行高度を確認するように要請があり、飛行制御に問題があるとの報告があったこと」が発表されています
AOA(迎え角)とは・センサーの位置
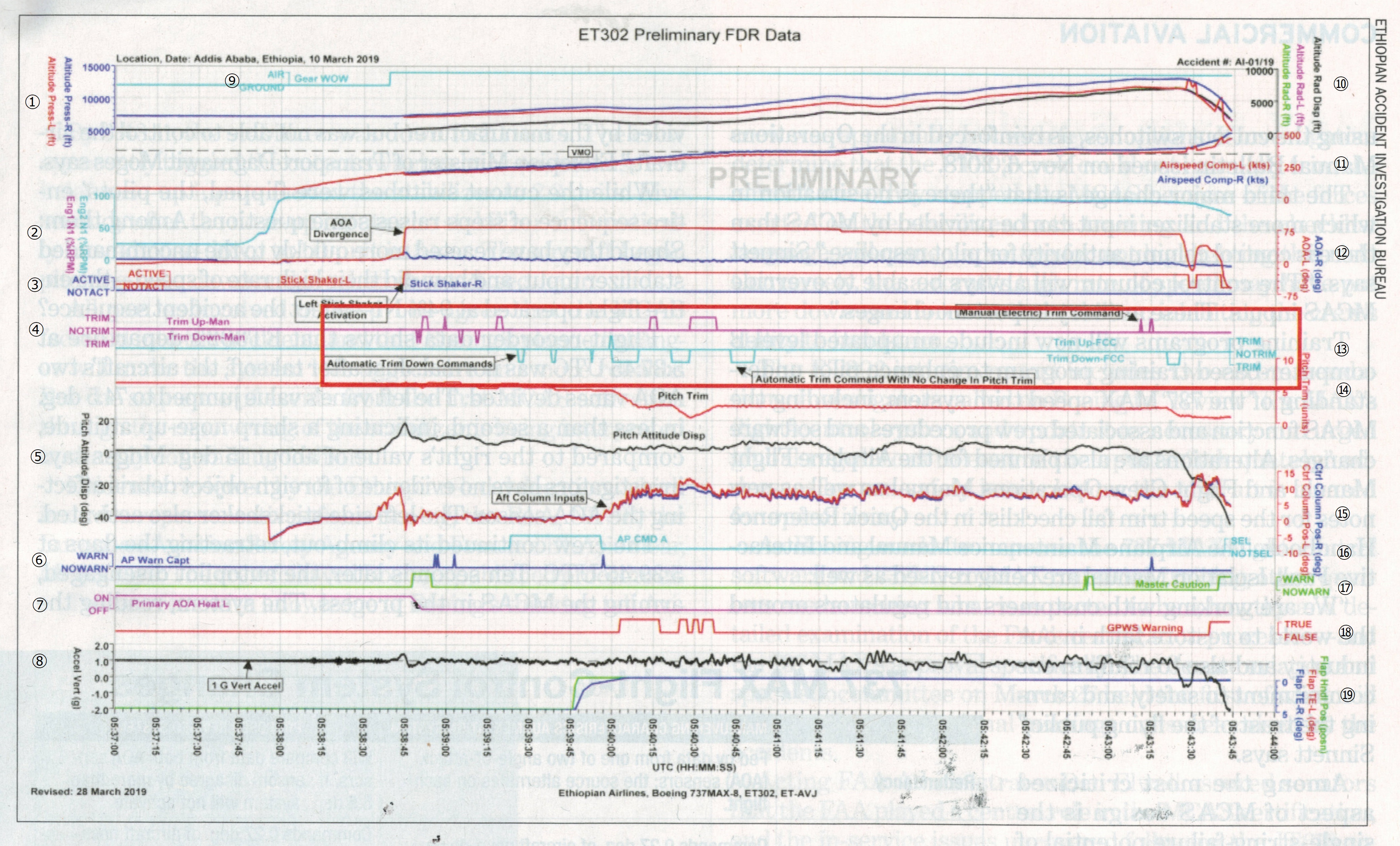
2.エチオピア航空302便墜落事故;
エチオピア航空機と事故現場
2019年3月10日午前8時38分、アジスアベバのボレ国際空港を離陸したB737MAX(2018年11月受領)は約6分後に墜落し、乗員・乗客157名全員が死亡しました。墜落機のパイロットは、墜落数分前に管制官に対して運航上のトラブルを報告し、空港に引き返す許可を求めていました。墜落現場付近で、Flight Data Recorder と Cockpit Voice Recorder が回収されており、エチオピア航空当局からの依頼でフランスが解析を実施しています
事故機の飛行記録から事故原因を推定する
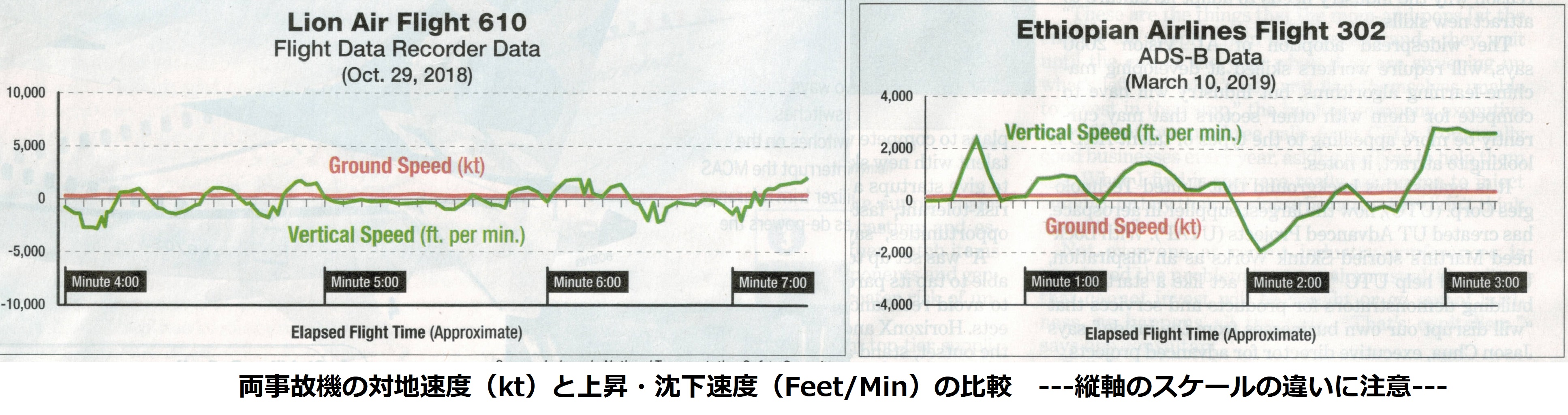
両事故機の対地速度と上昇・沈下速度の比較
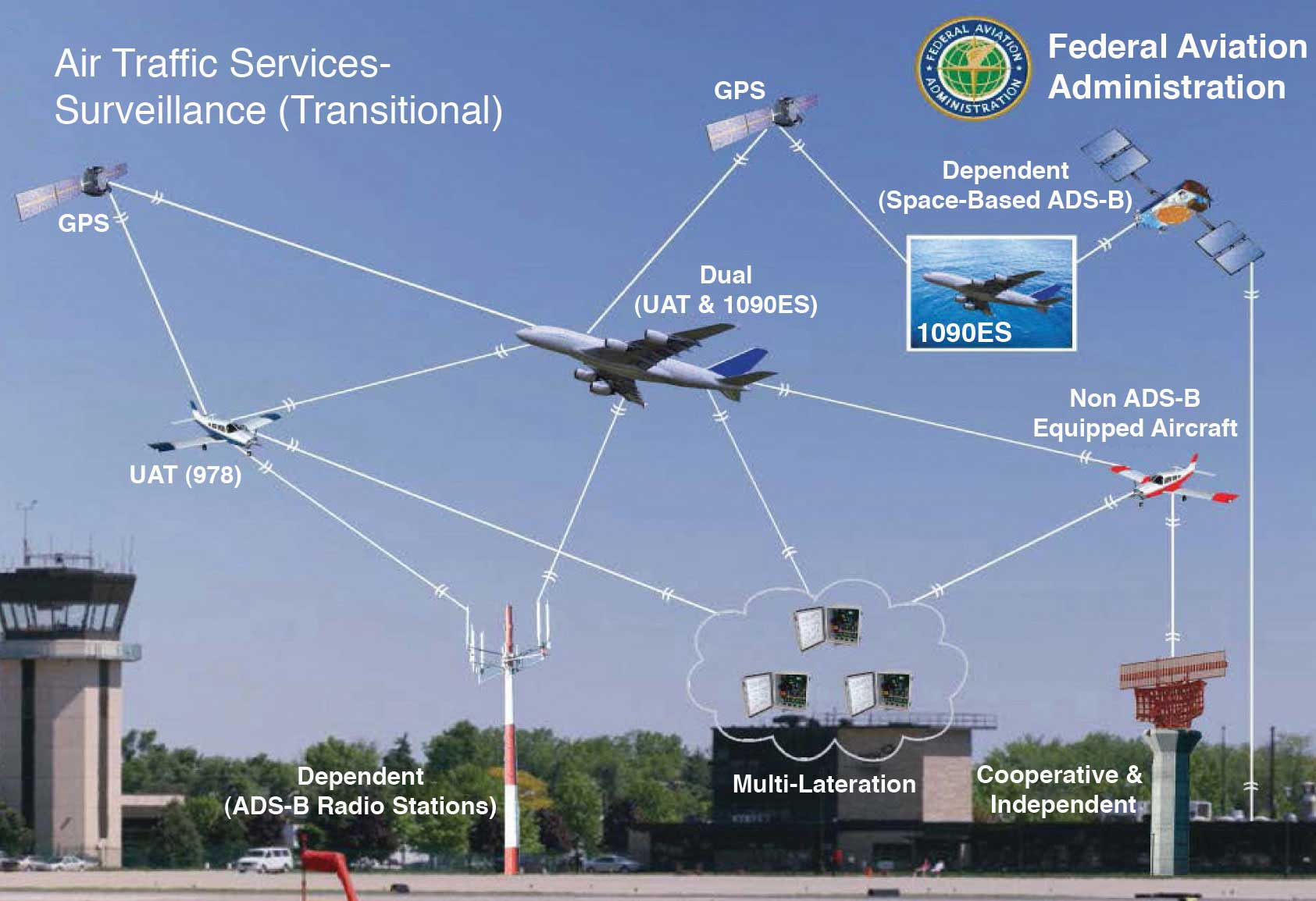
上表は、ライオンエアの事故については、回収されたFlight Data Recorder から得られたデータを使用していますが、右のエチオピア航空の事故については、ADS-B(下記”参考1”参照)というシステムから得られるデータを使用しています。尚、上表で比較を行う場合、縦軸のスケールが違うことに注意してください
上表で明らかなように、墜落前の両機の飛行状況は非常に似通っています。また離陸直後の速度が低い状況下で短周期で上昇・沈下を繰り返しており、極めて不安定な飛行状態であったことが分かります
1.Flight Data Recorder、Voice Recorder の解析を担当しているエチオピア航空当局(ボーイング社、FAA/連邦航空局、NTSB/連邦事故調査委員会、EUの航空当局、フランスの航空当局も協力して事故調査を行っています)は、事故機のパイロットはボーイング社のマニュアル通りの操作を行っていたと述べています(⇔この件は、ボーイング社による事故の賠償金額に大きく影響するはず)
“MRJ”の最大のセールスポイントは、その高い経済性にありますが、これは ① プラットアンドホイットニー社が新しく開発した燃費の良い新型エンジンを装備していること、② 日本の得意分野であるCFRP(炭素繊維複合材料)をふんだん使った軽量化を行うこと、などによって実現しようとしています
現在開発している機種は、76席の“MRJ70”と90席の“MRJ90”です。この2機種に加え、近い将来100席の“MRJ100”の開発も視野に入れています
4.3回目の遅延:2013年
2013年には、型式証明を取得するのに必要となる新しい組織監視の仕組みである“ODA/Organization Delegation Authorityを導入するために1年の遅延が必要になった”と発表致しました。ただ、この発表のタイミングはやや奇異なことでした。何故ならODA導入の義務化については2009年に既に公となっており、本来なら2012年の遅延に反映されているべきものだったからです
私は、“ODA”の仕組みについて詳しくはありませんが、考え方としては、規制当局が人的なリソースに限界があるために規制作業の一部(と言っても業務量の90%程度:“FAA’s ODA Program Announcement Lette”)を被験者に行わせ、且つ責任を持たせる仕組みであり、パイロットの技量管理の仕組みや認定事業場の仕組みなど(“2_航空機の安全運航を守る仕組み_全体像”)にも取り入れられています。“ODA”の仕組みを全体として俯瞰してみたい方は“ODAに係るルール_Order 8100-15”の目次だけでもざっとご覧いただくことをお勧めします。このルールに適合させることがいかに大変か分かるのではないでしょうか
また、技術的に高度な製品を生み出す企業は、国境を超えた “Supply Chain(連鎖的な供給体制:必要なタイミングで必要な部品を供給する仕組み、例えばトヨタの“かんばん方式”など)”を築くことが一般的となり、結果として末端の部品供給を担う企業に対しても高度なレベルの品質管理を導入する必要性に迫られました。こうした環境の中で生まれたのが“ISO(International Organization for Standardization:国際標準化機構)”という組織です。ISOでは国際的に共通な基準を設定すると共に、この基準を満たしているかどうかを認証する中立的な専門機関を設ける仕組を構築しました。そして部品供給を担う企業に対しても、ISOの認証を受けることを求める様になりました。
ISOが要求する基準とは、極言すれば“業務を行う為のルールの可視化”、“PDCA(Plan Do Check Action)サイクルの徹底”、“記録の保持”であるということができます。航空ビジネスの分野でも、国際分業が定着した航空機、エンジン、その他の装備品の製造の受託を行う為には、ISOの認証(ISO9000)を受けることが必須となっています。また、航空機の保守整備の分野に関しても、基準やマニュアルの整備が急速に進み、ISO基準と実質的に同等な業務の仕組みが無ければ自律的で効率的な業務が実施できない状況になっています(“6_認定事業場制度”参照)
1.パイロットのヒューマンエラーを抑止する為の操縦室設計に係る基準
操縦室の設計に関するヒューマンエラーを防止する為の基準は航空法施行規則・附属書に具体的に規定されています
先行する米国においては法規制全般に係るヒューマンファクターの方針(FAA Order 9550.8A)を受け、極めて具体的、且つ詳細にわたるガイド“Human Factors Design Guide”が設定されています。また同時に、米軍の規格(MILSTD1472F)も並行して存在しており、米国での航空機の設計・製造の審査の際はこれらの基準が厳格に適用されています。また、外国製の航空機に米国の耐空証明を付与する場合でもこの基準が適用されており、日本の民間航空機の設計・製造に当たっては、欧米先進国への輸出を前提とする場合、実質的に世界で最も厳しい米国の基準がデファクトスタンダードとなっています
2.パイロットのヒューマンエラーを抑止するための訓練基準
航空分野において日米欧は、ほぼ“CRM/Crew Resource(注) Management”訓練に統一されています。パイロットとしての資格取得や資格維持の為の必須要件としてこのCRM訓練が規制の中に明確に位置付けられています
米国の規制では、CRM訓練で実施すべき標準的な内容を“AC120-51e”で提示しておりますが、この通り実施する義務は課していません(⇔“This AC presents one way, but not necessarily the only way”)が、大手の航空会社はこの訓練内容に自社の経験を付加するなどを行って積極的に実施しています。更に、最近ではヒューマンエラーを起こしやすい状況を模した訓練(LOFT/Line Oriented Flight Training、Threat & Error Management Training<参考-1>)なども積極的に取り入れています
<参考-2> MRM訓練
MRMにほぼ共通して取り入れられている“Dirty Dozen”という言葉がありますが、これは多くの事故事例を研究した結果として得られた以下の「12の事故を起こす要因」のことを意味しています。全ての整備要員は、こうしたヒューマンエラーの引き金となる要因を熟知した上で作業に当たることで、ミスのない整備を実現しています;
① コミュニケーションの不足(Lack of Communication)
② 警戒心の低下(Complacency)
③ 知識不足(Lack of Knowledge)
④ 作業の中断(Distraction)
⑤ チームワークの欠如(Lack of Teamwork)
⑥ 疲労(Fatigue)
⑦ リソースの欠如(Lack of Resource)
⑧ プレッシャー(Pressure)
⑨ 自己主張の欠如(Lack of Assertiveness)
⑩ ストレス(Stress)
⑪ 認識不足(Lack of Awareness)
⑫ 職場風土や慣習(Norms)
<参考-3> ヒューマンエラーを防止する為に規制当局、メーカー、事業者、国際機関は、以下の様に役割を分担しています; a) 規制当局の役割
① 法律、基準、等の制定;専門の統括組織の設置(Human Factors Coordinatorの設置など )
② 試験・研究の実施、支援、統制 (FAA Human Factors Research & Engineering Division / Reportを公表しています)
③ 事業者の防止体制に係る審査、認可(マネージメント、組織、訓練、規定、マニュアル類)
④ 事業者に対する指針の設定(CRM/AC120-51e、MRM/ AC 120-72)
⑤ 中・小事業者に対するバックアップ(例: HF Operation Manual_Maintenance)
⑥ 事故発生後の原因の究明と対策の立案(事故調査委員会/NTSB)
b) メーカー(航空機メーカー、エンジンメーカー)の役割
① ヒューマンエラーに強い設計“Human Error Tolerant Design”、改修の実施(例:“Fool Safe Design”)
② 販売している航空機に係わる Human Error 関連情報の発信
③ ヒューマンファクターに関する試験・研究の実施、及び事業者へのフィードバック(例:MEDA_form/Maintenance Error Decision Aid;MEDA_guide)
④ 事故調査委員会(NTSB)への協力
c) 事業者(航空会社、整備会社、パイロットリース会社、他)の役割
① ヒューマンエラー防止体制の整備(マネージメント、組織、訓練、規定、マニュアル類)
② 現場要員に対する継続的な訓練の実施(CRM、MRM)
③ 事故発生後の原因の究明に対する協力
④ 事故、及び事故に繋がる可能性のある軽微なミスの当事者に対するインタビューの実施、及び規制当局、メーカーへの情報提供
d)国際機関(ICAO/International Civil Aviation Organization)の役割
① 国際間の情報の共有化
② 加盟国に対する情報(ベストプラクティス)の発信
(参考)長距離洋上飛行(ETOPS/Extended Range Twin Engine Operation):双発機で洋上飛行を行う場合、非常事態(例えば1台のエンジンが故障で停止するなど)を想定して、航路上に目的空港以外の代替飛行場を準備しなければなりませんが、予定航路からこの代替飛行場までの飛行時間の制限を通常の1時間から緩和することを言います。これが認められれば、結果として双発機が最短距離の航路を飛行することが可能となり、飛行時間の短縮と燃料の節約が実現できます。現在、品質管理活動の優れた大手航空会社では代替飛行場までの飛行時間を4時間まで延長させており、殆どの洋上の長距離路線で大圏コース(最短距離の航路)の飛行が可能となっています。勿論、この方式による洋上飛行を行うには規制当局による厳しい審査と認可が必要になることは言うまでもありません。詳しくは“ETOPS承認審査基準の要旨”を参照してください
エンジン劣化監視活動;
一般にエンジンの劣化状態は以下の指標を常時モニタリングすることによって把握可能です; ① エンジンの運航中の各種パラメーターの監視:振動強度(低圧コンプレッサー部分、高圧コンプレッサー部分)、エンジンオイルの圧力・温度、ローターの回転数、排気ガス温度 ② SOAP(Spectrometric Oil Analysis Program)の実施:高速回転体であるエンジンは、ベアリングの磨耗が上記の指標に大きく影響します。この摩耗の程度を把握する為、適切な間隔でエンジンオイルのサンプル採取を行い、オイルに含まれている金属の成分、量を分析します ③ Bore Scope Inspectionの実施:タービンやコンプレッサーのブレードの損傷状況を破壊に至る前に把握するため、内視鏡(Bore Scope)を使った直接検査が定期的に行われています。またパイロットから鳥の衝突等の報告があった場合には次の飛行前に損傷の有無の検査を行うことになっています
Bore Scope Inspection
④ エンジン分解検査時の検査データの活用:損傷状況(熱変形、磨耗、亀裂、等)の把握を行っています
エンジン以外の装備品の信頼性向上;
エンジン以外の装備品は極めて種類が多く(油圧機器、気圧機器、電装機器、Avionics機器、計器類、等々)、またメーカーも多岐に亘っており、自社で整備を実施するよりは、品目ごとのメーカーへの委託が一般化してきています。装備品の信頼性管理体制は概略以下の通りとなっています; ① 装備品の信頼性を表す最も重要な指標は“MTBF(Mean Time between Failure/装備品の故障取降しまでの平均飛行時間)”です
この指標の数値は航空会社間で大きな違いが出ることが多いと言われています。また、殆どの装備品は“On Condition”(チェックをして不具合が無ければそのまま使用を継続する)で整備、取り卸しが行われているため、この指標の数値が小さい(つまり度々故障取降しが行われる)と、スペアのレベルを上げる必要があり航空会社の財務負担が大きくなります




.jpg)












と毛沢東(右).jpg)























とは・センサーの位置.jpg)